

Smarter Tech. Sharper Strategy. Stronger Leadership.
Co-organiser:

Tom St John tstjohn@nineteengroup.com
I’ve strategically put myself forward for this opener to our Q4 issue. I’ve actually done this for the last few years now. Why? Because I can just use up my 500 word limit talking to you about The Manufacturer Live!
I get a buzz of excitement at the thought of you reading my words while standing in The Titanic Hotel in Liverpool. Perhaps you’re perusing through this edition before taking your seat for the start of our Manufacturing Leaders’ Summit.
Perhaps you’ve just walked into a humming and expectant conference room, and I’ve greeted you on the way to your seat. I am always heartened to see so many willing leaders and decision makers - united in their ambition to move the sector forward - gathered in one room, ready to go.
If you are on-site in Liverpool, you will be in a room, and around a table, with like-minded folk. While there may be a vast number of manufacturing industries coming together, it’s remarkable how similar your challenges often are.
And having sat at roundtables in previous years of Manufacturing Leaders’ Summit, it’s fascinating to witness those lightbulb moments. Once people establish that common ground, you would be amazed at how open business leaders can be.
Expect an amplified focus on real-world solutions and industry-leading insights. Once again, we have crafted the highest calibre of speakers, and we have more case studies and interactive sessions, and more networking opportunities for all attendees. Check out our pre-summit preview on page 26
And after those two days, it’s The Manufacturer MX Awards on the evening of 12 November and we’re giving you a taste of what to expect from the night in this issue. My colleagues and
I have travelled the length and breadth of the UK to moderate the judging of the categories for these awards, and collected the thoughts of finalists and judges alike. You can check these out on page 14
The achievements of those who have entered the awards have been accomplished against the backdrop of continued challenges. Once again, 2025 has thrown up some not insignificant bumps in the road for the sector. Indeed, some of this year’s finalists have themselves been directly impacted by the cyber attack on Jaguar Land Rover in September.
At the time of writing, the automotive giant has only just begun a phased restart of operations and we’re yet to truly comprehend the full fallout from this particular incident. We know full well that cyber attacks are becoming more and more common within the manufacturing sector. And to that end, we’ve put together a ‘how-to’ guide for this issue around the topic, where we look in greater detail at the various types of cyber attack and how they are evolving, ask what the risks to businesses actually are and best practice in how to mitigate them. Go to our lead feature on page 4
Manufacturing’s resilience is tested time and time again and this is yet another body-blow to add to the history books. But from these disasters, the UK’s best emerge. Businesses, large and small, who not only survive, but somehow thrive.
Inspiration and excellence are still very much alive in manufacturing and we must celebrate that fact. Has there ever been a better time to shine a light on industry success?
We look forward to seeing you in November.
C D E M
@TheManufacturer www.themanufacturer.com
Jonny Williamson INDUSTRY ANALYST
Henry Anson DIRECTOR
Ashley Oulton
CONFERENCE PRODUCTION MANAGER
Stuart Biddle
STRATEGIC ACCOUNTS
Grace Gilling MANAGING DIRECTOR
MANAGER
DIRECTOR & HEAD OF SALES

















Protecting your factory floor from digital threats has never been more important, as the recent high-profile breach at Jaguar Land Rover (JLR) has shown. In this practical guide, Molly Cooper explains the essential steps manufacturers can take to strengthen their cyber security, safeguard operations and keep production moving
Cyber security is the practice of protecting systems, networks and programs from digital attacks.
These cyber attacks are usually aimed at accessing, changing or destroying sensitive information; extorting money from users through ransomware; or interrupting normal business processes.
Within manufacturing there are unique elements that are present such as manufacturing and production processes, operational technology and critical national infrastructure that also require protection.
Typically, production processes run on a separate network to corporate operations, but the concerns they have should be the same as any other business.
Attackers are not always looking for specific manufacturers, they are looking for the most vulnerable.
The current landscape
Once upon a time, cyber security was not an issue for manufacturers. Many older and more traditional industries were not connected via online systems; they had human operated machines, with on and off buttons. There was a
far greater reliance on mechanical and analogue systems than digital or software driven processes. Now however, cyber criminals have cottoned on to the fact that manufacturers are increasingly digitising their operations and as such, have a plethora of avenues to access and potentially exploit.
Not only that, but the landscape of cyber attacks has also evolved. Years ago, hackers would target large financial institutions and government agencies, but now ransomware, phishing emails and supply chain attacks are far more common within manufacturing. In the last few years financial services firms have invested heavily in cyber security and are now very well protected in comparison to manufacturing, which has typically not been as tuned in to the risks and dangers and as such, is now the most targeted sector for cyber criminals.
These ne’er do wells also have more financial incentives than ever before, with many criminals choosing this type of activity for this reason. Ransom amounts and extortion prices from the threat of selling stolen data are a few of the methods in which criminals can financially
gain from the attacks. Cyber crime also knows no boundaries; it can take place anywhere in the world, from anywhere in the world - meaning investigations and prosecution can be extremely difficult for law enforcement to undertake. Cyber criminals now have the advantage, as it is easier to attack than defend.
Cyber security has flown under the radar for manufacturers for many years. The absence of a need for cyber security in previous generations has resulted in a lack of awareness around the topic, and therefore, there has been a dearth of investment in that area. Related to the growing skills gap within manufacturing, many firms do not have the necessary cyber security expertise and experience in-house to get the business up to speed on the current landscape.
Yet, even with protection, the ways in which attacks are evolving means that manufacturers are often trying to hit a moving target. It is unrealistic to assume that your operations are impenetrable, so it’s about having a robust response plan and knowing the steps that you can take to make sure you can recover as quickly as possible.
Manufacturers have employee, customer and operational data that they need to protect, but often the question is, how?
Hackers are looking for any compromise in a business system to then hold it to ransom. This is called ransomware and is the most popular kind of attack on manufacturing businesses in the current climate. In fact, the first quarter of 2025 alone saw ransomware incidents in manufacturing surge 46%. This can cause manufacturing processes to shut down and cost businesses millions of pounds per day, or in some cases per hour. The hacker’s aim is to push the business into a corner where they will have no other option but to respond and pay the ransom to ultimately save the company.
So how do we stop this from happening? While no one can claim to be 100% secure, companies need to ensure that there is no compromise to be found in the beginning and they can do this with correct cyber prevention techniques. When it comes to cyber security, prevention is better than cure. By ensuring all your windows and doors are closed, you leave no route for hackers to get into your business and the chances of a company’s data being breached become much less.
Vulnerabilities in servers and technology are still the most harmful aspect of cyber attacks. On the market there are many intelligent technologies and solutions available, plus post-incident support and forensics for businesses to implement which can provide notifications if and when an attack occurs and help find the cause. However, most businesses could spend less on preventative methods to stop the attack happening in the first place.
Cyber security experts stress that nothing is fool-proof when it comes to cyber security solutions. A prime example is banks who spend tens of thousands of pounds each year on cyber security systems and still we read stories in the news of breaches.
However, a manufacturing company that only performs the basics to keep its systems patched is more likely to be targeted than those who are using prevention techniques and competent response systems.
Types of protection
Preventative methods/penetrative testing: This is a security exercise where a
Ransomware remains the biggest threat to businesses and can strike both randomly and strategically.
According to a World Economic Forum report (April 2025), cyber attacks on manufacturing accounted for 26% of global attacks, with 71% being ransomware. In 2023 alone, attacks on industrial infrastructure doubled, threatening supply chains and production. Hackers often target multiple manufacturers to identify the most vulnerable. Once systems are compromised, they demand a ransom to stop the attack, and some companies pay to prevent financial loss, production downtime and brand damage.
Insider threats are another major concern. Employees are an organisation’s biggest asset but can inadvertently or intentionally compromise systems. Most insider incidents occur through phishing, where attackers send emails or messages with malicious links. Modern phishing is increasingly sophisticated, often appearing to come from colleagues via subtly altered addresses or relevant messaging. While IT staff may be trained in cyber security, operational technology (OT) employees may prioritise efficiency over security. Regular training on the latest attack vectors helps instil a stronger cyber culture.
Viruses, worms and trojans are types of malware that disrupt, damage or gain unauthorised access to systems.
• Viruses attach to programs or files and spread when opened or shared by users. They can write their own code, infecting multiple files across a system.
• Worms can spread independently across computers via the internet or LAN, replicating rapidly to create massive disruption.
• Trojan horses appear as legitimate software but are malicious, allowing hackers entry and enabling further attacks.
Spyware infiltrates systems to collect data without user consent. Stolen information can be sold to advertisers or cyber criminals and sometimes leveraged for ransom.
Denial-of-service (DoS) attacks overwhelm servers with excessive traffic, making services unavailable.
Distributed DoS (DDoS) attacks amplify this effect using multiple compromised systems, aiming to render websites or networks completely unusable.
Even with these threats, internal weaknesses often enable attacks. IT and OT vulnerabilities are rising due to their increasing convergence in global manufacturing. Traditionally, business networks, emails and cloud storage were separated from industrial control systems. Today, digital transformation creates interconnected gateways, allowing attackers access to multiple systems.
Supply chain vulnerabilities are another weak point. A single compromised supplier can introduce malware into a manufacturer’s network, often exploiting third-party software or hardware used in production.
Businesses need to be looking at who they are working with and how secure their systems are. No one entity has ownership over the whole supply chain - despite the fact that it is intrinsically connected – and as such, responsibility for cyber security up and down the supply chain is distinctly opaque. Businesses need to understand their footprint; even though one supplier may be the victim of an attack, a different business may well be held accountable.
company hires cyber security experts to attempt to find and exploit vulnerabilities in their cyber systems - also known as ethical hacking. After a penetrative test, the ethical hacker will share their findings with the target’s security team and make them aware of any weak spots before an attacker does. They will then take action to repair them.
For some experts, this is seen as the best form of cyber security a business can have and is the best way to be proactive in your business. It strengthens cyber resilience while helping to identify flaws within your systems in a safe way.
Automated threat detection and response systems: The primary objective of these systems is to reduce the time a threat remains within a company’s network before it is identified and addressed, as well as enabling organisations to identify and respond to them as they occur. The system will immediately notify the security team, and a decision can then be taken on whether or how to respond, or an automated, targeted response will be deployed.
Real-time threat detection includes continuous monitoring, automated alerts, integration with security tools, AI and machine learning and incident response.
For manufacturers these systems can minimise downtime due to rapid detection and prevent production halts, enhance security protecting critical assets, aid regulatory compliance and reduce the burden on internal security and IT teams. However, this is only triggered when an attack or suspected attack is, or has occurred. Outside of an attack, the software works in the background searching for threats, and does not test systems or improve existing security.
Cyber security insurance: Also known as cyber liability insurance, it protects businesses from financial losses resulting from cyber attacks such as ransomware and data breaches. In brief, there are two types of cyber insurance coverage and it is important to discuss with an insurer which would best suit your company’s needs.
First-party cyber coverage covers legal counsel, recovery and replacement of stolen data, loss of income due to business interruption, crisis management and PR, cyber extortion and fraud, service to investigate breach and fines related to incidents.
Third-party cyber coverage covers liability if a third-party brings claims
against the impacted business. This could be an entity within the supply chain or a partner. This cyber coverage covers the legal defence of the suit and costs of the settlement. This covers affected payments to consumers, claims, settlements from lawsuits, copyright or trademark infringement and accounting costs.
Cyber security insurance works best in conjunction with other cyber security protection. If a business can prove that they have other measures in place and are continuously testing their systems, as well as addressing and identifying vulnerabilities, it can result in lower insurance premiums.
Less downtime: When machines are off, businesses lose money. A cyber attack can place machines out of action causing a halt in production. If products are not being made, customers can become agitated and may begin to look elsewhere for what they need. This also causes reduced productivity and loss of profits. If preventive measures are in place a company can stop an attack before it happens or know how to recover if it does.
Secure intellectual property: Intellectual property is often of huge importance to manufacturers. Once your system has been infiltrated, intellectual property is breached and can be shared. Maintaining system integrity is crucial to ensuring that processes remain protected. By securing intellectual property, manufacturers can safeguard their research and development investments, and maintain trust with partners and customers without fear of compromise.
Brand loyalty and customer satisfaction: It is never an easy conversation to tell your customer base that your database has been hacked and the production line has been halted. Not only that, but for large corporations there is the possibility that a security breach could make local or national news, portraying the company as unsecure, incompetent and an easy target. Customer trust and respect is vital for a thriving and growing business.
Lower recovery costs: No cyber attack protection is fool-proof but implementing prevention technologies can greatly reduce the risk of being attacked.
Companies do not need to spend millions of pounds on intrusion detection systems even though the market is full of disaster recovery and incident response
“
Most businesses could spend less on preventative methods to stop an attack happening in the first place
providers. Operationally, manufacturers need to prevent incidents before they happen to protect themselves from fines and loss of business.
Any business will struggle to justify a large spend on something that has never – or may never - happen. Many would prefer to invest in new projects or marketing campaigns. However, the cost of prevention measures will be far cheaper than the cost of getting a business back on its feet following a cyber attack
The best solutions are not always the most expensive, but when it comes to cyber security, some businesses believe the more you pay the more protection you get. However, cyber security is not a one-sizefits-all solution.
Large enterprises typically face more complex challenges requiring bigger, scalable solutions and frameworks to work against. Often, they will spend millions on a solution, a consultancy to implement and manage it and another system that logs all activity and continuously searches the network for threats and signs of compromise. This is all very useful and can be a great asset to large businesses when questioning an IP address they don’t recognise or unwanted communication with a system in another country.
Small businesses cannot always afford to spend that much on threat intelligence systems however. But there are ways they can use what money they do have wisely. Supply chains and systems can be smaller and wider global issues not as relevant. Their focus is securing their network, and this can be done through continuous prevention testing with automation.




Manufacturers have been attacked all over the world and will continue to be targeted as they become more connected. Manufacturers will always be prime targets due to their new reliance on interconnected systems spanning multiple locations, the valuable intellectual properties they own and the high-value data they store. Here are some examples of attacks that have occurred in the sector during the last ten years.
Reckitt Benckiser Group
Hit by Goldeneye ransomware in 2017, causing $117m in losses and disrupted production via compromised tax software update.
Volkswagen Group
Suffered multi-year data theft (2010–2015), losing 19,000+ sensitive engineering documents, breach acknowledged in 2024.
Dole Foods
February 2023 ransomware attack stole 3,885 employee records and shut down North American operations, costing $5.7m.

February 2024 ransomware targeted Automotive Body Solutions; production halted and threat contained early.
Jaguar Land Rover
September's cyber attack paused production in multiple countries causing £50–72m weekly losses, some company data affected.
Commenting on the recent JLR cyber attack, Shankar Haridas, Head of UKI, ManageEngine said: “The JLR cyber attack is a stark reminder that even the strongest brands are vulnerable when security isn’t embedded as a core business strategy. Manufacturers must recognise that every supplier connection represents a potential risk, and only by making cyber security a board-level priority can they build the resilience needed to withstand today’s AI-driven threats. Security can no longer be treated as a bolt-on and it must be woven into the very fabric of business operations.”

Although AI and machine learning do play a role for the bad guys, it can also play a virtuous role for businesses too. Cyber security companies can implement automated defences, meaning that systems can be tested without any manual intervention from the provider or business. In turn, costs can be reduced, and businesses will only spend when prevention testing finds an issue that needs investigating.
Smaller businesses tend to be smarter with their money because they have to, while larger corporations can easily splash on the ‘complete’ system, even if it isn’t. Preventative testing can cost pennies in comparison, and no matter how big or small a business, prevention is always better than cure.
mistakes manufacturers make
A failure to understand the inherent risks is a major stumbling block for manufacturers. Cyber security is often a blind spot for those in the industrial space (as evidenced by the low volume of manufacturers that are considering it a priority). And with the growing convergence between IT and OT, those risks are only going to increase. However, for the most part, businesses
are forgetting to protect themselves from digital attacks.
Currently, most companies do not have any strategies in place and even though they may know how to react in an attack, they do not know how to recover. This suggests many would just pay the ransom to get things up and running again, but what about the losses?

is an expert and anyone can fall for a phishing email, especially at a time when they are becoming more convincing than ever. That’s not to say that areas of attack have to be overly sophisticated. Something as simple as poor password management can open the door to malicious actors.

Many manufacturing businesses will have shadow IT, in other words, assets in their technology landscape that have been forgotten about. An example of this is a server or cloud storage being created for a project for a dedicated timeframe and then never used again; or, if the owner of that cloud storage leaves the company and the login is no longer in use. Assets such as these can be easily compromised, providing a route into the inner workings of a business that employees and the leadership team weren’t even aware of. This is an area of risk.
Understanding these areas is key because businesses can then allocate budget to the most vulnerable sections of the company. In this case, it could be employee training. It is unrealistic to assume everyone has good cyber security awareness and with some employees, the workplace could be the only environment where they use technology. Not everyone
Recent research by Omdia found that cyber attacks are on the increase in manufacturing with 80% of firms experiencing a significant increase in overall security incidents or breaches last year. Yet still, many manufacturing businesses have admitted that the cost of cyber security systems is prohibitive – especially for something that isn’t going to be a revenue generator; why would it be a priority if it doesn’t make money for the business?

It’s wrong to assume that because a business doesn’t hold any sensitive materials, it must be safe from hackers
And it’s wrong to assume that because a business doesn’t hold any sensitive materials, it must be safe from hackers. It’s true that some attackers focus on potentially lucrative sectors with sensitive information such as defence, oil and gas, for example. However, if a manufacturer (or any business) creates revenue, this can work as leverage for a hacker who knows they can stop that business from making money and
hold a ransom cost over its head.
A common anecdote is that while CEOs and CISOs (Chief Information Security Officers) are concerned over cyber security issues, they struggle to get boards to invest in them. But often, when presented with a real-world analogy, they begin to look at things differently; and recent events will certainly make it a topic that's hard to ignore.



No matter how big or small a business, prevention is always better than cure when it comes to cyber security
Alarms and security cameras will of course be installed around the perimeter of a factory. And employees are trained to only use their own passes or security codes for doors. They are instructed not to let anyone freely enter the building and make sure they ask for ID when they do. Proper and secure lockdown of the facility is ensured each night by closing and locking all doors and windows. This makes it difficult for anyone to enter without permission.
In short, manufacturers tend to have their houses in order when it comes to security and IP in the physical world, so why would the same approach not be applied to IT systems? Why leave cyber doors open for hackers to enter and steal the company’s data. Businesses don’t wait to be burgled before setting up physical security systems, so why wait until a breach to install cyber resilience?
Don’t leave visible vulnerabilities in technology and create an easy target to exploit. l
Thanks to:
Darren Anderson, UK Director, Osec
Darren Anderson leads UK operations at OSEC, an offensive security firm specialising in penetration testing and breach simulation. With years at Dell SecureWorks and NCC Group, he has extensive cyber security experience, covering ethical hacking, compliance, and risk management. He advocates for proactive security, emphasising continuous testing through OSEC’s Incenter platform to prevent breaches before they happen.






As a manufacturer it can be difficult to implement cyber security systems due to the complexity of integrating security into existing legacy systems that were not designed with cyber threats in mind. Not only that but manufacturing operations can’t just cease while any remedial work is carried out so any cyber security measures will usually have to be implemented while operations are still running. And issues such as the skills gap among employees, budget constraints, resistance to change and uncertainty about where to start, are further complicating the process, making it difficult for manufacturers to take the first steps toward a robust cyber security strategy.
However, it is something that must be done and there are some steps to be taken to help.
The risk assessment of what you want to do, what impact it will have and if it is the right thing to do. Is this the place where you should start? These are all questions which need to be answered before implementation. It also allows the right systems to be prioritised as well as avoiding wasted resources with over-engineering and under-securing.
Businesses must find out what’s already in place with regards to cyber security. This evaluation prevents businesses from ‘reinventing the wheel’ and allows them to leverage and strengthen what they already have rather than starting from scratch. Some systems may only need updating or additional monitoring which could drastically increase protection without unnecessary spending or a full overhaul.
Manufacturers must test their systems and not wait for an attack before seeing how they work. Cyber security companies can mimic an attack and then work with manufacturers and their defensive teams to look at how the business and its systems respond when bad things happen. This ensures that you have worked through each step of the process, so if something happens in the real world, you are practiced and prepared. You will know any areas you need to improve on and have a timeline of recovery in case of future attacks.

Because the relationships we build with our customers are at the heart of everything we do.
We don’t just sell policies. We build partnerships.
We don’t just cover risks. We can help you avoid them.
We don’t just show up when something goes wrong. We’re with you every step of the way.

DA: “Although the UK manufacturing sector has previously been recognised as a global powerhouse, many say the pace has slowed due to underinvestment. What do manufacturers tell you is deterring them from investing in automation and robotics in 2025?”
MW: “There is a longstanding perception that Automation and Robotics (A&R) is expensive, difficult and requires highly specialised skills to deliver within a business. Small businesses are understandably cautious when investing in new technology, especially when
additional cost is involved. The other consideration is how it will directly impact productivity and output, which is often difficult to measure before implementing.
“Uncertainty around things like tariffs and – until recently – the lack of a clear, long-term Industrial Strategy haven’t helped either.”
TB: “When we look to other developed economies around the world, we see a more long-term mentality where it’s not unusual for manufacturers to have investment cycles with return assumptions that can be up to ten years long. In the UK, there is a much shorter return expectation, which can prevent firms from deciding to invest in A&R. There can also be a perception of A&R as being ‘nice to have’ rather than being critical for long-term competitiveness.”
DA: “What would you say to manufacturers to help overcome these concerns?”
MW: “Manufacturers would benefit from being more competitive and productive, both of which can be achieved through A&R adoption. These systems do not have to be as expensive as is often perceived,
and training is widely available to help upskill employees.
“It also looks like we are getting some longer-term stability through the new Industrial Strategy and the agreement of international trade deals.”
TB: “A&R is key to long-term competitiveness. The work being done by the likes of MTC is helping bring the technology to the fore and make it more accessible, but it’s also down to Lloyds and other lenders to normalise funding for A&R.
“There’s an argument that historically our sector perhaps hasn’t understood A&R as well as it should, and now we have to make sure manufacturers know that we support these kinds of investments, and not just for larger businesses, but for small and medium-sized businesses as well.”
DA: “What kinds of A&R solutions are available for UK manufacturers and what applications do they have? And what about financing?”
MW: “There’s a full range of robot solutions that are available, many of which have a proven track record of
delivering improved productivity. Solutions like machine tending, welding and palletising would be good starting points for many manufacturers who have not implemented a robot solution before.”
TB: “From a financing perspective, traditional banks like Lloyds are happy to fund investment in A&R with relatively standard Asset Financing products like Hire Purchase. But, while there are some very straightforward A&R applications, like autonomous forklift trucks, procurement can also sometimes be complex.
“It might involve a systems integrator going to a panel of suppliers and piecing together a bespoke solution, and a lot of A&R manufacturers are overseas, which can present some challenges in funding that upfront cost. There are options to secure initial loans that then translate into a traditional Hire Purchase product once the solution is put together and is functioning."
DA: “What is the first step for manufacturers who are exploring the automation opportunity?”
MW: “The first step is getting the necessary help and support to select the most appropriate application.”
TB: “After identifying this, the next step is to approach a lender like Lloyds to provide a financing solution that suits your plans, which might be a fairly generic product or a more tailored package. We are also working with the A&R supply chain to develop a proposition to make their products more attractive and accessible. That means partnering with the manufacturers, distributors and systems integrators to provide funding alongside their technologies.
“It’s another way we can help manufacturers connect the dots and find the financing solution for them, so watch this space!”
DA: “How can manufacturers minimise the risk that comes with investing in automation?”
MW: “Independent support is available from organisations including MTC, the High Value Manufacturing Catapult and others to help guide you through the procurement journey. That can include
developing the business case, writing a requirements specification and selecting the most appropriate supplier.”
TB: “Where manufacturers face a cash flow challenge, we can help, whether that's with an Invoice Financing solution, a trade finance facility or Asset Finance that enables them to take on more business and grow more quickly. We can help them understand exactly what that means in terms of monthly payments to support their budgeting and planning, and make it easier for businesses to say yes to investing.”
DA: “UK manufacturers already have a skills shortage. Could automation actually attract more people to work in manufacturing?”
MW: “Absolutely. A&R helps address skills shortages in two ways. Firstly, for example in welding, robots can undertake the mundane, repetitive tasks, being tended by unskilled personnel. The skilled welders can then apply themselves to more complex tasks, creating more interesting, satisfying jobs where their skills can add real value. Secondly, it’s creating interesting, stimulating jobs that are far more appealing to tech-savvy young people.”
TB: “I agree that A&R is a route to creating higher skilled, higher paid jobs that that can encourage more diversity in manufacturing and ultimately help build businesses that are more competitive in the long-term.”
DA: “What is the ultimate prize at the end of the automation journey?”
MW: “Manufacturers that can effectively integrate A&R into their processes will find that they can achieve improved productivity and competitiveness leading to growth and greater profits, with happier colleagues working in more highly skilled and better paid jobs.”
TB: “We're seeing an opportunity to boost UK competitiveness by raising levels of investment in this kind of cutting-edge technology. Investing in A&R is a huge opportunity to bolster the long-term resilience and strength of UK manufacturers and the UK economy.” l

“
“ Being more competitive and productive can be achieved through A&R adoption

Prof Mike Wilson We're
Tim Biddle

September once again saw the team from The Manufacturer hit the highways of the UK as The Manufacturer MX (TMMX) Awards programme reached its moderating stage. Here we’ve gathered insights from finalists and judges alike on the benefits of the programme and why it is crucial to UK manufacturing
Aunique element to TMMX Awards programme is the fact that the second and last phase of the judging process sees our finalists open their doors to our judging teams, where they are assessed on the evidence previously submitted during phase one.
Not only does this process give the judges unprecedented access to peak under the hood of the finalists and to have the opportunity to probe and ask questions, it also provides the finalists themselves with fantastic feedback which can help shape their strategy and benchmarking in the future.
Taking place over three to four days, the
site visits often involve the moderators and judges clocking up hundreds of miles as they scour the length and breadth of the country in search of that year’s most innovative businesses. The Manufacturer would like to thank the judges for giving up their time and expertise to assist in the process, the finalists themselves for supporting the programme and our sponsors, without whom the awards would not be possible.
So, from the nation’s smartest factories to our most sustainable manufacturers; from the ground-breaking product innovators to the most inspiring leaders, the awards truly encapsulate the best the UK sector has to offer. Here’s what the judges and finalists had to say.

ABOVE: BMW (UK) Manufacturing, Swindon Pressings - finalist, Leadership & Strategy

There are very few platforms that truly celebrate the intricacies of production: the details, discipline and innovation that happen on the factory floor. TMMX Awards does exactly that, shining a spotlight on where ideas are transformed into real products.
The awards process has been rigorous yet rewarding. What stood out most for us was the in-person visit, as it gave us the chance to demonstrate not just our production flow on paper, but in action; for the judges to see our team, technology and culture first-hand. That opportunity to open our doors and let the judges experience Specscart’s way of working was invaluable, and it made the whole process far more meaningful for our team.
If you run a factory with passion, and your team continues to deliver efficiency and innovation despite the challenges of the economic climate, then this is the platform for you. TMMX Awards gives you the chance to showcase how you bring technology and people together to build exceptional products while keeping costs fair for the end consumer. It’s not just about recognition from the outside world, it’s about celebrating your team’s achievements. Entering these awards is a powerful way to acknowledge the resilience, creativity and problem-solving that go into overcoming production challenges every single day. For us, it has been as much about giving our team a morale boost as it has been about benchmarking ourselves against the best in the industry.
Sid
Sethi, Founder, Specscart –finalist: Smart Factory

As an SME, we’ve created a truly unique culture of innovation. By investing in our people and fostering an environment where every idea is valued, we elevate everyday challenges into highperformance products and solutions, trusted in healthcare, defence and major data centres across the UK and beyond.

Our long-term contracts with leading global clients validate that our approach to people, culture and innovation is not just successful, it’s transformative.
Lou Ellis-Frankland, CEO Mansfield Pollard – finalist: Product Innovation & Design

We’ve achieved in two and a half years what typically takes far longer: designing, launching and scaling a product across seven countries, fully compliant with challenging standards. With a small, empowered team, we built the end-toend infrastructure, from manufacturing to installation, while maintaining transparency, quality and commercial viability.
Alexander Wilson, Product Director, Uplifts – finalist: Product Innovation & Design
Our purpose for entering the Operational Excellence category was twofold. We wanted to create a different method in which to recognise and celebrate the
team’s OpEx progress, and secondly, to get some valuable benchmarking and constructive, critical feedback from the experienced judges to inform the next steps on our OpEx journey.
“
The opportunity to open our doors and let the judges experience our way of working was invaluable, and it made the whole process far more meaningful for our team
Sid Sethi, Founder, Specscart
To sum up this process in one word? Valuable. We took care over our application to make sure we were speaking with data, and this was recognised by the judges. We also used the on-site visit to enable the team to practice presenting their progress to others. It’s been hard work, but well worth the effort.
There are areas in which I think our team are fantastic, but there are others in which we know we can still make huge improvements. That’s why entering the awards is such a valuable milestone on our journey and that is what we are celebrating with the team.
Jamie Dummer, Managing Director, ROSS Pneumatrol – finalist: Operational Excellence


The process so far has been smooth, engaging and I’ve really appreciated the judges’ time, comments and support. Entering the awards gives you the opportunity to speak to very skilled, professional people who are already successful in their careers. To be able to present to them and get their feedback gives you valuable insight around your own development; it's a great opportunity.
Jordon King, Head of Business Development, Delta Fire – finalist: Young Manufacturer of the Year

Having joined Tornado as CEO relatively recently, I found a business that is doing some fantastic things, but doesn't always shout about them. So, my idea of entering TMMX Awards was to prove to the team that we are doing some really great work, and that we belong at the table with these other fantastic businesses. And so far, the process of reviewing everything that we've been doing and sharing that with the team has been really motivational. So regardless if we win or not, it's already been a very positive experience for us.
Rebecca Galley, CEO, Tornado Wire –finalist: Product Innovation & Design

We entered TMMX Awards to benchmark ourselves against the best in UK manufacturing and validate our progress.
It’s also a rare opportunity to pause and reflect. Every day, we’re critically thinking, solving problems and chasing improvement. The submission and judging process allows us to step back and enjoy sharing our journey and the wins we’ve achieved together.
Our Hoshin Kanri planning and ‘We Deliver’ culture ensures everyone is aligned to strategic goals. This clarity enables agility and resilience. Our lean methodologies and digital tools like CoCo also drive improvements in quality, cost and productivity, and structured problem-solving empowers teams to act quickly and effectively.
The categories we’ve entered are explicitly linked: Leadership & Strategy defines the vision, Operational Excellence and Supply Chain Excellence bring it to life, and Smart Factory amplifies the results. Together, they form a cohesive story of transformation, resilience and ambition - one we’re proud to share.
Dave Reynolds, Factory Manager (FF1) & Head of Engineering Services, Siemens Congleton – finalist: Leadership & Strategy, Operational Excellence, Supply Chain Excellence, Smart Factory

Four days of factory visits and in-depth discussions provide a rare chance to get under the skin of innovation in UK manufacturing. It is both energising to see new ideas and approaches in action, and sobering to see the challenges that remain.
The TMMX Awards are a snapshot of where UK manufacturing is today. They reveal a sector that is full of ideas, experimenting with new ways of working, and seeking to stay competitive in a challenging global market. But they also remind us that innovation is not a slogan. It is a discipline and one that requires clarity, courage and above all, a relentless focus on the customer.
Gordon Macrae, Independent Consultant - judge: Product Innovation & Design

I wanted to judge the Operational Excellence category this year as it speaks to the core of what I do and I wanted to see how digital technologies are underpinning that.
At the companies we visited, the leadership and commitment was there for all to see. What was interesting is that the digital piece wasn’t being overdone; it had all been very well thought through and focused around what is being delivered to the customer.
The finalists also demonstrated how the overall strategy is being cascaded down to the shop floor, so there was a really strong thread all the way through the OpEx model. For me, that was the eyeopener, and what I really wanted to see.
Alison Beard-Gunter, Transformational Director, Thermo Fisher – judge: Operational Excellence

As always it was a challenging and intense process, but extremely rewarding, as in return it was fascinating to meet with representatives from the category finalists and see them demonstrate with passion their services, products and processes.
TMMX Awards are an ideal opportunity to promote and support UK manufacturing, showcase products, processes and services, generate new leads, develop employee engagement, gain business recognition and it provides a perfect springboard for networking with likeminded people.
Mike Higgins, retired Change Management Co-ordinator, ZF Chassis Modules - judge: Product Innovation & Design

I'm proud to see such world-class manufacturing capabilities thriving here in the UK, reinforcing the nation's reputation as a leader in industrial innovation and excellence.
Having judged this category in previous years, I get to see the incredible speed that businesses are developing smart digital solutions; more importantly, solutions that really are supporting and driving business benefits.
It was also inspiring to meet the teams implementing the solutions at the coal face - the energetic and talented apprentices through to the insightful business leaders setting the strategy and vision. The commitment to continuous improvement, passion, innovation and workforce empowerment stood out as exemplary.
Adrian Chell, Plant Director, ZF Groupjudge: Smart Factory

TMMX Awards encourage people to think about what they've achieved in their businesses and how they can present it to the outside world. It also shows them how they can use that for their own development and indeed, to inspire and motivate their own people.
As in previous years, this year's finalists have all shown how much initiative you need to develop export business. It does need a lot of drive, but it can be done; and done very successfully. It's a quality that the UK has had for years, if not centuries.
Peter Flinn, MBE, Past President, Institution of Mechanical Engineersjudge: International Trade

It's important that manufacturers have that commitment and understanding that ED&I is not something you do on the side, but something that should be integrated into the wider picture of what you're doing as a business. Without that you limit not only your pool of employees, but the scope of the work that you're doing.
We need to celebrate and recognise excellence where it happens. We can all get very bogged down in our day-to-day, but TMMX Awards is a celebration of how great and wonderful manufacturing and engineering is, and how it's impacting a lot of people's lives and society. I think that's something that needs to be showcased and rewarded.
Joyce Achampong, Associate Director, Impact, Institution of Mechanical Engineers – judge: Equity, Diversity and Inclusion

This is my second year in a row serving as a judge for the Smart Factory category of TMMX Awards. It's been such a privilege to witness the achievements of UK manufacturers, to shake hands with apprentices on the factory floor and to absorb the energy, enthusiasm and professionalism of those driving digital transformation in their businesses. My personal thanks and congratulations go out to each of the factories that we visited, all of them very special in their own unique ways.
However, while the progress made since last year could not be disputed, it's hard to ignore the undercurrent of concern about the risks and vulnerabilities of digital connectivity to outside attacks. No doubt this will be a hot topic over the next 12 months and it will be fascinating to see how this influences the entries of the 2026 Smart Factory category.
Kevin Bull, Product Strategy Director at Columbus - judge: Smart Factory
It's been such a privilege to absorb the energy, enthusiasm and professionalism of those driving digital transformation in their businesses
Kevin Bull,
Director, Columbus “
Product Strategy
Research has revealed that 68% of UK manufacturers are hit by downtime losses reaching up to £982m per week. As Parker Burke, Group President, Fluke Corporation explains, connected reliability has emerged as a strategic imperative to enhance resilience, customer trust and growth
When business leaders reflect on the risks most likely to derail performance, it is tempting to think of downtime as something sharp and contained. But for manufacturers, downtime has always been the epitome of risk. A silent tax on productivity that erodes margins, exposes vulnerabilities across operations and undermines customer confidence.
When we think of risks to operations, many point to those that are likely to capture headlines: from cyber attacks to regulatory changes, these are interruptions that arrive suddenly.
Yet, downtime is rarely the result of a single cause. Fluke’s latest research across the UK, US and Germany shows it emerges from a multitude of challenges. Each cause of an incident may differ in origin, but their impact converges in the same place: production lines that stand still, orders that go unfulfilled and value that evaporates by the hour.
Downtime without boundaries
The scale of the challenge is significant. Fifteen per cent of manufacturers report downtime events lasting up to 72 hours, long enough to choke supply chains and undermine customer delivery. Nearly one in five experience multiple incidents each day, highlighting vulnerabilities that conventional maintenance approaches cannot contain. At the higher end, manufacturers across the countries surveyed absorb an estimated

“ In today’s climate, resilience has become the defining currency of competitiveness
Parker Burke, Group President, Fluke Corporation
$852m in downtime costs every week.
Interestingly, the shock of downtime doesn’t strike evenly. Its frequency, duration and intensity vary by region and industry, shaping distinct risk profiles. For some, the threat lies in long, infrequent stoppages; for others, it is the drumbeat of repeated, short disruptions. Yet in all cases, downtime compounds quickly; turning operational weakness into a competitive disadvantage and negatively impacting the bottom line.
The data is clear: reliability is an underestimated vulnerability.
The hidden cost of reliability failures in the UK
Reliability failures differ from the headlinegrabbing crises that dominate board agendas. They erode productivity in quieter ways, straining assets incrementally and often escaping executive attention. But the numbers don’t lie, when you add up the incremental costs, they have enterprisewide consequences.
The reality of downtime in the UK illustrates this vividly. Over the past 12 months, 68% of UK manufacturers have endured unplanned downtime. For many, this is not an occasional shock but a regular occurrence. Some report more than ten incidents every single week. Nearly half of these outages last up to 12 hours, while close to one in five (17%), extend up to 72 hours. The financial toll is more severe than the global average, with unplanned downtime costing the UK sector up to £982m every week.
Downtime as a compounding liability
The immediate effects of downtime are visible in lost revenue, contractual penalties and delivery delays, but it is the secondary consequences that cause the most lasting damage. Productivity ebbs away, service costs rise and employee frustration builds, driving attrition in a labour market that is already stretched thin.
For customers, repeated outages translate into declining confidence. For investors, they raise questions about leadership’s ability to execute consistently. For the organisation itself, downtime gradually undermines the very priorities that surveyed UK manufacturers say matter most: competitive differentiation (21%) and enhanced customer experience (18%). These ambitions cannot be met if unplanned outages remain unmanaged.
Resilience is no longer an optional attribute that companies can pursue when convenient. It has become the central test of whether an organisation can sustain growth, preserve trust and deliver consistent value under volatile conditions.
Fragmented approaches and missed opportunities
This challenge is widely acknowledged, and it is reflected in the scale of investment that manufacturing leaders are making. IDC forecasts that global digital transformation spending will approach $4tn by 2027, with manufacturing responsible for a significant share of that growth. Yet while the commitment to invest is clear, the strategies being pursued are often fragmented, reflecting experimentation rather than system-level transformation.
Fluke’s research highlights a growing focus on technologies such as condition monitoring (13%), predictive maintenance (12%) and digital twins (12%). Each offers meaningful value by improving visibility, enabling better asset management and creating pathways for proactive risk management. However, when these tools are deployed in isolation of a clear maintenance strategy, they risk generating more data without generating more resilience. Information remains siloed, decision-making slows, and vulnerabilities remain embedded. Often vendors mistake incremental technology adoption for structural change; more technology isn’t the answer.
Over the past 12 months, 68% of UK manufacturers have endured unplanned downtime

reliability as a foundation for resilience
The more powerful alternative is what we call connected reliability; the integration of hardware, software and services into a single, data-driven framework that allows predictive intelligence and real-time decision-making. With this approach, organisations move beyond reactive fixes towards foresight, coordination and proactive value creation.
At scale, connected reliability does not merely keep operations running. It extends the lifespan of critical assets, reduces wasteful capital expenditure, improves ROI and embeds accountability across the enterprise. It also delivers measurable progress on ESG commitments by optimising energy usage and resource allocation, while giving leadership teams the clarity and confidence required to steer through turbulence.
Reliability, once viewed as an operational afterthought, becomes measurable, reportable and directly tied to business performance. It shifts from being a defensive safeguard to an enabler of growth.
Turning disruption into advantage
In today’s climate, resilience has become the defining currency of competitiveness. Connected reliability presents as the biggest opportunity available to achieve it.
The leaders who will define the future of manufacturing will not be those who manage to avoid downtime altogether, because that is impossible. They will be those who anticipate shocks, absorb them and adapt more quickly and effectively than their peers.
Done well, connected reliability becomes a source of advantage, enabling manufacturers to deliver more consistent performance, strengthen trust with stakeholders and create a foundation for long-term growth. l

In today’s fast-evolving B2B landscape, digital transformation is no longer a competitive advantage but a necessity. Technology continues to reshape how businesses operate, as well as the buying expectations of customers. They’re looking for a quick, seamless and user friendly experience

The path from traditional, offline processes to fully integrated digital operations is often daunting. Manufacturers are sometimes guilty of running to the wrong outcome, instead of walking to the right one. Lance Owide, Vice President and General Manager of B2B at BigCommerce, gives his thoughts on achieving true digital maturity.
Why is now the time to prioritise digital maturity?
LO: There are so many benefits that digital maturity brings, which I will explain. But mostly, the time to make this a priority is now, because it’s what the buyer expects.
The generation that was sending faxes and emails are being replaced by younger people. They want to have an online process where they can self-serve. Your buyer experience can be your
differentiator. I was speaking with a large manufacturer in the construction sector recently. They were saying that their customers routinely cite the buyer experience as a reason for returning. They’re now able to purchase online from this business, find products easily and have personalised experiences that build automatically. They're also embedding AI into that experience. This sets them apart from their competitors.
That's why the time to prioritise digital maturity is now. If you don't, you will start falling behind.
What does digital maturity mean in practical terms for a manufacturing business?
Digital maturity is a very broad scale. It starts with everything that's completely offline and goes through to everything being connected.
Data is at the core of everything. This goes beyond just having product data; there’s pricing data, customer data, historic trend data and everything in between. And digital maturity starts by having the right data.
Then, it’s about systems. Are those systems able to meet the needs of your business as you digitally transform? We know so many manufacturers out there on custom ERP; they built their own because nothing was available that met their needs or they wanted a sector specific ERP. But it doesn't connect into any APIs or any other system.
And then finally, it's about people. You need to have people in the business that are thinking digital first, and can help drive digital maturity. In many cases you need to re-architect the processes that the business relies on, and you need the right people and expertise to enable that.
What are the main stages on the path to digital maturity, and where do manufacturers get stuck?
The truth is that many people get stuck at the very first, and most important part, which is alignment to business objectives.
Digitalisation needs to drive something - it might be to grow revenue, increase profit margin or to expand into new geographical regions. You should anchor in a specific business objective and everything should cascade from that. I see so many businesses that don't do this and they don’t achieve alignment.
Once a business is aligned, it’s important to take things in stages - crawl, walk, run. You don’t need to get to the end state immediately. If you take this graduated approach then it becomes more manageable, and the business can digest that change more easily.
Start with the data. If that means you don't have product data, or you don't have a connected ERP, then start there; fix those processes first.
When it comes to ecommerce, I would suggest starting by launching an informational site. If you don't have a website that has your products on today, launch a site that does. It doesn't need to be transactional, but just create that online catalogue instead of only being offline.
Phase two might not even be transactions. It might just be that you can now put those products into a quote and send a request for one.
Phase three might then be the point where you can move to being fully transactional. You can take those products into a cart and actually transact with them. All the product information is built into the site, all of the technology specs are installed; such as AI-powered chat bots that pop up and help to answer questions about the products.
You can get yourself to that top level of digital maturity, but for me it's about being aligned to the business and taking gradual steps that will enable you to get there.

You should anchor digital transformation to a specific business objective and everything should cascade from there
Lance Owide, General Manager of B2B, BigCommerce
Ready to take the first step? Don’t wait until your competitors are running ahead. Start small, align your digital goals to your business objectives, and build momentum. Find out how you can begin your crawl-walk-run journey to digital maturity: www.bigcommerce.co.uk/dm/ b2b-edition-demo
Why do you think the digital gap in B2B, and particularly in manufacturing, has persisted for so long?
A lot of manufacturers, particularly in the UK, have been around for years. A lot of them are very well respected and successful businesses.
As the saying goes, ‘if it ain't broke, don't fix it.’ I think that has often been the mindset of these businesses. They don’t want to risk giving a team something they don't like, and they’re worried that it might ultimately slow down growth.
Also, it can just feel like an incredibly high hurdle. To move from outdated systems to a fully digitised business can feel like a monumental challenge. As mentioned, you need people who have done it before and have the experience.
What advice would you give to a manufacturing leader about accelerating their digital maturity?
As mentioned, make sure you're always anchored in your business objectives.
Secondly, bite the apple one little bit at a time; you don't have to eat the whole thing all at once. Crawl, walk, run – plan it out that way.
Then finally, success is about getting internal alignment. Prove to the business the value that you're going to drive. Do that by putting your customers at the core, understand their problems and how you're going to drive success and experience for them. But make sure you get the alignment internally. l

A recent visit to China revealed just how far the UK’s once-thriving chemicals sector lags, held back by rising costs, skills shortages and disjointed support. Could increasing our collective appetite for risk secure survival and unlock new growth? Jonny Williamson reports
China is moving discoveries from the lab and out to market at a furious pace and scale, underlining its shift from global imitator to leading innovator.
Professor Raffaella Ocone is no stranger to China, yet even she was taken aback by the ambition on display during her latest visit.
Invited to speak at the 12th World Congress of Chemical Engineering in Beijing, the President of the Institution of Chemical Engineers (IChemE) admits the experience left her feeling overwhelmed.
“The level of innovation in China is astonishing,” she said. “Its pathway for advancing innovation through technology readiness levels is well developed, understood and agile, bringing discoveries to market faster and more effectively than almost anywhere else.”
That speed and clarity of purpose is what the UK is struggling to match. But without policy alignment, affordable energy and access to talent, the UK will always have one hand tied behind its back.
The engine for economic growth Innovation drives growth, but chemistry is what keeps the engine running. Almost every aspect of daily life depends on chemical innovation, and it’s chemical engineers who turn these discoveries into safe, scalable and commercial processes. Whether producing strong, lightweight composites, delivering cleaner energy or cutting waste in food production and pharmaceuticals, their work is the glue that holds manufacturing together.
That blend of science and engineering has long been the UK’s strength, tied to its pioneering role in the Industrial
UK CHEMICALS AT A GLANCE
Revolution and its establishment of the world’s first chemical engineering course. While the UK continues to perform strongly in research and education, it struggles to commercialise that research, something many others – China included – do far better.
The pages of The Manufacturer frequently discuss the UK’s so-called ‘valley of death’, where new ideas fail to mature. For Raffaella, that gap lies between technology readiness level (TRL) 3 and 6 where a project moves from proof of concept through basic lab validation to real-world demonstration. Bridging it is crucial if the UK is to turn research into competitive advantage on the global stage. Doing so, Raffaella says, rests on three things: industrial clusters, deeper coordination and greater diversity.
*Figures courtesy of the Chemical Industries Association
£22bn 140k 12% 40% 96%
Directly contributes nearly £22bn GVA to the economy Employs nearly 140,000 people, with wages 32% higher than the average

Clusters for transition and growth
A clear priority is making sure the UK’s network of industrial clusters – from the Cornwall Space Cluster to the Scottish Decarbonisation Cluster – functions as a genuine driver of innovation and growth. Co-located groups of industries sharing infrastructure, supply chains and skills are central to the UK meeting its largescale goals, while securing a foothold in emerging markets.
Take net zero. Multiple clusters have been established to anchor the shift from petrochemicals to cleaner alternatives.
The Acorn carbon capture and storage project, for example, is using legacy oil and gas infrastructure to send captured industrial CO2 emissions to permanent geological storage under the North Sea. The hope is that Acorn can eventually use non-pipeline transportation to move captured CO2, helping to support the decarbonisation of industry across the UK and even internationally.
Part of the Scottish Decarbonisation Cluster, Acorn is one among several industrial, power, hydrogen, bioenergy and waste-to-energy businesses with the shared aim of capturing ten million tonnes of CO2 annually by 2030 – and in doing so, creating thousands of long-term, highly skilled jobs and countless supplier opportunities.
But Raffaella warns that the opportunity
comes with a lesson. The collapse of coal mining showed how quickly entire regions can be left behind when industries vanish overnight. Clusters, if well-designed and supported, can prevent that mistake, providing a bridge from oil and gas to cleaner growth – reskilling workers and attracting new investment in the communities most at risk of decline.
Clusters and industries can only thrive if underpinned by the right skills. Reskilling and upskilling workers from oil and gas, for example, is key to delivering the energy transition. And it is a transition, Raffaella notes, not a substitution. The expertise honed in petrochemicals – from process safety to managing large, complex operations – is exactly what’s needed in carbon capture, hydrogen, offshore wind and battery storage.
But Raffaella argues that the future of chemical engineering depends not only on reskilling but also on widening the profession’s intake beyond its traditional boundaries. She points out that engineering remains one of the least gender-diverse professions, with women making up less than 16% of engineers overall, and 22% in chemical engineering. Without change, the sector risks shutting out talent and narrowing the
ABOVE: From clean energy to defence, chemical engineering underpins all eight of the UK’s Industrial Strategy growth sectors
Diverse teams create diverse ideas, and that’s what drives innovation... no doubt, the future of chemical engineering is bright
Professor Raffaella Ocone, President of the Institution of Chemical Engineers (IChemE)
For the Industrial Strategy to succeed, we must be braver, louder and more willing to take risks together
Professor Raffaella Ocone, President of the Institution of Chemical Engineers (IChemE)
perspectives needed to solve complex, global problems. “Diverse teams create diverse ideas, and that’s what drives innovation,” she stressed. That means tackling barriers head-on through outreach into schools and communities, mentoring networks and targeted training to help attract and retain fresh talent.
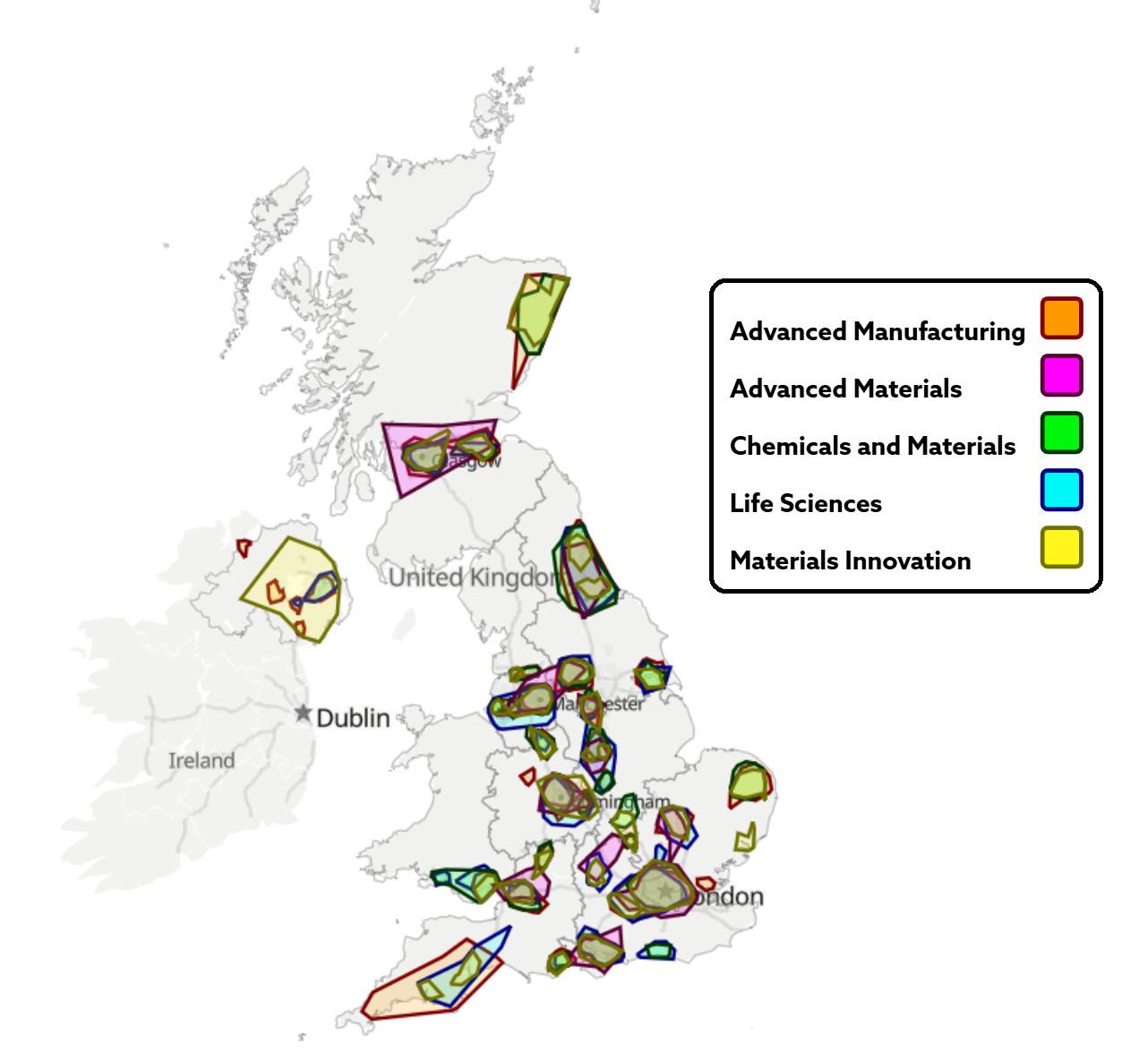
LEFT: 2025 snapshot showing just some of the Innovation Clusters across the UK. Image: The Department for Science, Innovation & Technology
BELOW: The Acorn project shows how legacy oil and gas infrastructure can be repurposed to send and store CO2 beneath the North Sea. Image: The Acorn Project

IChemE’s schools outreach programme, DiscoverChemEng – credited with driving a double-digit increase in the number of students studying chemical engineering –shows the impact of early engagement.
Yet, as Raffaella notes, not everyone can afford to go to university. If the sector is serious about broadening its base, it must create and promote non-traditional routes into chemical engineering, from apprenticeships and vocational pathways to stronger links with colleges and industry training programmes.
“Opening these doors will bring in talent from a wider range of socio-economic backgrounds and ensure the sector is drawing from the full breadth of skills the UK has to offer.”
Coordination as a catalyst
The latest world innovation league table shows the UK has slipped to sixth place, down from fifth last year and fourth the year before. At the same time, China has entered the top ten for the first time. If the UK is to reverse this trend and capitalise on its world-class R&D base, it must coordinate its industrial, academic and policy efforts.
Fragmentation has long been a weakness. Industrialists often undervalue the role of academics, government support is uneven and each part of the innovation chain tends to pull in different directions. That lack of alignment is a likely contributor to the ‘valley of death’ between TRL 3 and 6.
Raffaella is hopeful the recently published Industrial Strategy offers a chance to break this pattern. The tenyear roadmap is ambitious in scope and rightly places skills at the heart of the UK’s future competitiveness. Yet while the direction is set, details on delivery mechanisms are still missing.
“Chemical and process engineering may not be explicitly named, but it is the enabler that underpins all eight sectors the government has designated ‘high potential’,” Raffaella said. “Chemical engineering is also central to the foundational industries, ensuring they and all industries continue to operate while reducing emissions and working towards a more sustainable world.”
Signs of progress are emerging. IChemE is already working with the Chemical Industries Association (CIA), the Royal Society of Chemistry (RSC) and

Professor Raffaella Ocone is a Professor of Chemical Engineering at Heriot-Watt University, where she has been since 1999. Her more than 30 year career spans Italy, the US, France, Germany and the UK, giving her a deep understanding of the value of international exchange in fostering inclusive progress.
Her expertise lies in complex reactive systems and their applications across the energy sector. She has been a leading voice in the teaching of engineering ethics and promoting responsible technologies for the energy transition. In recognition of her contributions to engineering, Raffaella was appointed Officer of the British Empire (OBE) in The Queen’s 2019 New Year Honours list. She has also been named as one of the top 100 Most Influential Women in Engineering.
“My own story is a testament to the importance of visibility and opportunity,” Raffaella reflected. “From being a student in my native Italy to becoming the first female professor of chemical engineering in Scotland, you could argue I am living proof of what is possible when barriers are broken down. But my story, sadly, also highlights how rare an example I am.”
As President of the Institution of Chemical Engineers (IChemE), Raffaella champions diversity, inclusion and ethical practice, advocating for wider access to the profession and highlighting the pivotal role chemical engineers play in tackling global challenges.
the Society of Chemical Industry (SCI) to press the government to explicitly recognise the vital role of chemistry and chemical engineering in the UK economy, and to secure continued investment in technician, reskilling and graduate programmes.
“We have an incredible opportunity to work in a very synergetic way towards the delivery of this strategy. But we cannot do it in isolation,” Raffaella added. “If we don’t step up, speak up and make our role clear, we risk losing it.”
From risk to reward
What ties Raffaella’s threads together - clusters, coordination, diversity – is appetite for risk. China’s speed isn’t just a matter of scale, she argues, but a systemwide acceptance that some failure is part of progress. In the UK, by contrast, fear of failure too often curtails investments, prolongs pilot projects and leaves promising advances stranded in labs.
Changing that mindset means two things. First, we must take smarter, shared risks so no single party carries the burden alone. Second, we must be far more vocal about the wins that do emerge.
The UK is building world-class expertise in areas like hydrogen, carbon capture, biotech and life sciences. Success stories such as the rapid development and scale-up of the COVID-19 vaccine shows what’s possible when chemical engineers, manufacturers, policymakers and scientists act in concert.
But too often, those stories stay hidden. “We live in an era of communication and information,” Raffaella explained. “We need to share what works and demonstrate how chemical engineering impacts people’s everyday lives. Without it, we would never have had a vaccine, never mind producing enough to vaccinate the whole population. If we want the Industrial Strategy to succeed, we must be braver, louder and more willing to take risks together.” l
Now in its 17th year, Manufacturing Leaders’ Summit has established itself as one of the most important gatherings for senior professionals across UK manufacturing. Taking place on 11-12 November in Liverpool as part of The Manufacturer Live series, the summit once again promises to bring together over 250 influential leaders from across the sector, spanning defence, aerospace, automotive, food and drink, pharmaceuticals, electronics and more
The event offers far more than keynote speeches and panel discussions. At its heart is a programme of interactive roundtables, designed to spark meaningful dialogue on the real challenges manufacturers face day-to-day. Delegates can expect not only thought-provoking insights from industry trailblazers, but also the chance to test ideas, exchange strategies and benchmark progress with peers facing similar pressures.
The summit is built around the principle that the most valuable insights come from open, honest conversations among practitioners. Across four focused 60-minute sessions spread over two days, attendees select the topics most relevant to their strategic priorities. Each session gathers small groups of leaders around a table to explore issues in depth, whether it’s workforce transformation, digital adoption or building resilient supply chains.
This format creates a rare space for candid discussion, moving beyond surface-level commentary into practical lessons learned. For delegates, it means leaving with ideas and approaches that can be applied directly back in their businesses.
As ever, the roundtable discussions will remain at the core of the event, covering themes such as operational excellence, digital transformation, AI and data strategy, supply chain resilience, sustainability, people and skills and cyber security. However, keynote presentations and expert panels will also zoom out to tackle the wider strategic landscape:
Turning disruption into opportunity
The UK manufacturing landscape is evolving at pace. Digital technologies and physical processes are becoming ever more tightly woven, creating both complexity and opportunity. The summit is designed for leaders who want to translate disruption into advantage and help them understand what’s next and how to get there.
Key themes for 2025
The agenda for this year’s summit is anchored in the sector’s most pressing priorities. Themes include:
• Excellence in Operational Strategy & Execution
• Developing Future-Ready Workforces: People, Skills & Leadership
• Smart & Scalable Digital Transformation
• Building Agile, Resilient and Transparent Supply Chains
• Harnessing AI & Advanced Analytics for Competitive Advantage
• Sustainable Manufacturing & the Road to Net Zero
• Cyber Resilience in a Connected Industrial World
The challenges on every leader’s agenda
Delegates will explore the full breadth of today’s manufacturing challenges such as:
• Economic and geopolitical shifts — from inflation and resource volatility to global trade tensions.
• Operational priorities — including energy management, asset optimisation and regulatory pressure.
• Organisational challenges — such as workforce retention, leadership in uncertain times and the demand for customised, faster production cycles.
• Embedding emerging technologies like AI, IoT and automation while managing legacy constraints.
• Responding to supply chain volatility amid geopolitical shifts and trade disruptions.
• Turning raw data into actionable insight while ensuring system integration.
• Protecting increasingly connected operations against cyber threats.
• Tackling workforce shortages through reskilling, automation augmentation and talent attraction.
• Balancing sustainability and net zero commitments with commercial performance.
• Navigating inflationary pressures, energy costs and resource efficiency.
• Meeting evolving customer expectations for speed, customisation and sustainability.
• Adapting to regulatory complexity and shifting international standards.
What you’ll gain in 2025
The value of the summit lies in actionable outcomes. Delegates will leave with:
• Tools to drive operational agility and continuous improvement.
• Insights to develop and retain future-ready workforces.
• Strategies for scaling innovation while managing cultural and technical barriers.
• Guidance on designing a future-proof digital strategy.
• Practical approaches to creating a datadriven culture across teams.
• A clearer understanding of which emerging technologies deliver real business value.
• New perspectives on building sustainable, resilient supply chains.










Rob Armstrong Vice President Manufacturing Engineering, Leonardo
Sofia Karlen Smart Factory Product Management Lead, Mars
Nigel Paine Vice President of Production, Carlsberg Britvic
Nicola Budge Chief Operating Officer, Willerby
Brian Stone Operations Director Halewood, Jaguar Land Rover
Ioana Hera Head of Lean, Rolls-Royce Read a full interview with Ioana on page 34
Alan White Head of Manufacturing, Proper Snacks
Petra Velzeboer Mental Health Leader








Darren Smith Business Delivery Lead for Underwater Battlespace & Autonomy, BAE Systems
Sarah Gobind-Cook Sustainability Lead, Leonardo
Sam Stannah Managing Director, Stannah Group
Louise Slade Chief Operating Officer, Deep Manufacturing
Kayode Adisa Site Director, Fine Line Bakeries
Sharon Lloyd Executive Vice President Operations, Oxford Gene Technology
Anil Thomas Operations Director, Habasit
Kathryn Hipkins Technical Operations Director, Hosokawa Micron







Joe Dunn, Plant Director, Valliant Group
Agatha Choma Operations Director, Woodlands
Lee Maskill Head of Manufacturing, The McAvoy Group

Sergey Konstantinov Automation Project Manager, Samworth Brothers
Julie Richards Operational Excellence Lead, Greeencore
Dan Middleton Head of Innovation, Edwards – Atlas Copco
Razvan Popescu AI Strategy Lead, Johnson Matthey

At the time of writing, Jaguar Land Rover (JLR) is still recovering from a cyber attack that halted operations at the start of September. While the priority is to get production back on track and ease the pressure on its supply chain, sustainability is still a key part of the company’s ethos. Its Reimagine Strategy, launched back in 2021, is a pathway to achieve modern luxury with sustainability at its heart, ultimately culminating in the ambition for the business to be net zero by 2039, across its product operations and supply chain
Electrification of JLR’s product portfolio is vital as tailpipe emissions currently represent the company’s biggest contributor to its carbon footprint
Alison Nuttall, Head of Sustainability Global Affairs at JLR, leads on the company’s global advocacy initiatives in the areas of climate change, ESG regulatory requirements and broader sustainability goals. The Manufacturer Editor Joe Bush sat down with her to discuss the company’s progress on its net zero journey, the electrification agenda and what challenges have been faced along the way.
The shaping of JLR’s sustainability strategy When launching the Reimagine Strategy and establishing its net zero ambitions, JLR has focused on three key pillars:
• Planet regenerate: carbon emissions, circularity, nature and biodiversity
• Engaged for good: the positive impact the company can have beyond its own value chain
• Responsible business: going above and beyond compliance, being a front runner in the space and operating with integrity
“We set out these pillars at the very start, but of course, they have evolved over time,” said Alison. “It’s something of a cliché, but sustainability is very much a journey. When we announced our net zero ambitions in 2021, that marked the start of an 18 year roadmap, but even in the four years since, we’ve been able to take our learnings and deploy them back into the business in order to drive change.”
She explained that in the short time since the launch of the Reimagine Strategy, change has been integrated into existing processes, business planning and a lot of education and training. So, although the first few years of the strategy have been very foundational, there has also been some notable achievements, successes and milestones that have enabled JLR to learn and evolve. Since the launch of the strategy, JLR has reduced its absolute carbon emissions across product, supply chain and operations by 20.7% while embedding the principles of sustainability into the business.
“
Sustainability is challenging for sure, but not in a way that makes us question whether it's the right thing to do
Alison Nuttall, Head of Sustainability Global Affairs, JLR
“There are many amazing innovation and technology solutions out there. But how we select the right ones that are ready to be implemented and scaled is a key challenge for our teams
Alison Nuttall, Head of Sustainability Global Affairs, JLR

Alison added: “All strategies have to pivot with market demands, external headwinds and internal changes, but by establishing those clear foundations, we are now in a good position to be able to evolve and become more robust. It's very much a maturation journey.”
Indeed, in terms of electrification, BEV adoption over the last few years has not ramped up as JLR expected, both in terms of government priority and customer adoption. However, despite this unexpected disruption, Alison emphasised that JLR’s end goal is very clear and the destination hasn’t changed.
She explained that JLR has three key milestones on its electrification roadmap. The first is to have a pure battery electric vehicle (BEV) available in all brands by 2030; to achieve zero tailpipe emissions by 2036; and carbon net zero by 2039.
“The electrification of our product portfolio is huge because our tailpipe emissions are currently our biggest,” she added. “However, we’ve also had to look beyond our product portfolio - at supply chain transformation and the end-to-end value chain; not just from the perspective of decarbonisation, but also in terms
of circularity and human rights - and much of that stems from traceability and transparency.”
Greater supply chain visibility is something that has become paramount for manufacturers in recent years, as the disruption of the broader geopolitical landscape has impacted the sector. However, by starting from a position of data transparency, manufacturers can not only better recognise opportunities, but can identify risks, challenges and deploy mitigation measures.
As well as emissions from JLR’s product portfolio and supply chain, a third key

pillar of decarbonisation is of course, the company’s own operations; how it is shifting to more circular principles, and ensuring that the business is in a position to meet climate risks. “These are all critical steps on our net zero journey,” added Alison. “And our own operations give us the opportunity to lead by example. It also provides the integrity and the licence to request the same of others.”
The role of technology
Alison was in no doubt about the role of technology on the sustainability journey. “It’s absolutely critical,” she said. “It's been said that the sustainability transformation
is actually a data transformation. We really see that at JLR; data has to be at the core of the sustainability agenda as it underpins the ability for us to change. It not only provides the insights into how we can be more efficient and where the current gaps are, but also the ability to trial new technologies and scenarios.”
For example, digital twins are not strictly a new technology, but when used in factories or within supply chains, they allow businesses like JLR to run scenarios and actually understand what change could look like, without disrupting operations. So, technology like this is critical to ensure seamless production at the same time as being able to implement change.
Of course, we couldn’t talk about the deployment of technology without mentioning AI. And in much the same way, Alison believes it has a key role to play, despite the fact that AI in sustainability is not without its challenges.
However, when it comes to supply chain mapping, identifying risk, profiling energy consumption and demand needs, there is clear potential for AI to accelerate the net zero journey.
“We just need to be selecting and deploying AI carefully,” warned Alison. “There are many amazing innovation and technology solutions out there. But how we select the right ones that are ready to be implemented and scaled is a key challenge for our teams.”
The opportunities and challenges of data Like many manufacturers, JLR has encountered a data challenge within its own operations in the form of legacy systems. The company’s Halewood site near Liverpool is a facility that's over 60 years old and understandably, it is a site that has evolved over time with a variety of additions and bolt-ons. Data is coming from a variety of disparate locations; some newer than others.
How all that data is aggregated and digitalised is no easy task. “Previously some data would have come from people manually using clipboards,” Alison added. “So how do we go through all of our operations to ensure that it's digitalised, and then fed into a system that's able to turn that data into usable, meaningful insights?”
Quite a daunting prospect. However, it is also a journey where JLR has made some incredible progress, and within the last couple of years, the company has added over 5,000 new metering points to its operations.
Beyond the four walls of the factory, automotive supply chains have traditionally been very linear. An OEM would typically develop relationships with tier one suppliers, and no further. However, the picture in modern manufacturing is somewhat different, as Alison explained: “Because of our net zero ambitions and climate adaptation, there is now the need for us to

have full visibility all the way down to our tier N suppliers. That can even mean the mines which are producing a product’s raw materials. It’s complex, spans many different industries and countries, so brings with it many challenges.”
Not least of these is the fact that the different entities involved need the same information, but are often asking for it in different ways. It’s here where Alison believes that Drive Sustainability - a consortium of 18 automotive OEMs – can help align on the data that is required for the sector to enhance sustainability.
“Many of the thousands of suppliers within the automotive value chain are small companies that don’t necessarily have large teams to be able to deal with
and respond to our data requests. This consortium helps to standardise what we’re asking for and makes it easier for everyone involved.”
JLR’s Circularity Lab
However, the Drive Sustainability consortium is by no means the only initiative where JLR is leading the way towards net zero. Its Circularity Lab, based at the company’s UK headquarters in Gaydon, Warwickshire, helps to bring together cross functional teams from within JLR, as well as expert partners and suppliers.
The ethos of the lab is to ‘learn through doing’. “Our focus in phase one of the lab was very much on how our vehicles can
ABOVE: The company’s Halewood site near Liverpool has evolved over time with a variety of additions and bolt-ons
be dismantled at the end of their life,” Alison added. “We can then feed those learnings back into how we design for circularity. We can create a learning curve that allows for a constant feedback loop into our processes so we can optimise in the future.”
Of course this is also a place where JLR has discovered some real gems and breakthroughs due to the creative and innovative mindset that is encouraged within the space. A hugely successful
trial – one of 50 currently underway as part of the lab – has been a partnership with automotive seat supplier, Adient, and Dow, JLR’s material science partner, which focused on an industry-first breakthrough around the recycling of PUC foams.
Managing headwinds
Of course, with the myriad and ongoing challenges thrown at manufacturing over the last few years, one might be forgiven for thinking that sustainability, and far away net zero targets, might have taken a back seat in favour of other, more immediate priorities. However, Alison explained that managing disruption is nothing new for automotive OEMs.
“Many things have been made harder over recent years, but the automotive industry is well-known for weathering constant ups and downs. We have always had challenges thrown at us, foreseen and unexpected,” she said. “Sustainability is great in that so many people can connect to it personally and are really invested. People are always thinking about future generations and the world that we're leaving them.”
She added that the emotion involved with the subject of sustainability means it is viewed slightly differently to some of the other headwinds impacting manufacturing. However, it is also becoming clear that sustainability, and electrification, are also about efficiency, a trait that will set JLR up to be more resilient in the future.
“Sustainability doesn't conflict with any of our other priorities,” Alison added. “And, in many cases, it actually reinforces them. Sustainability is challenging for sure, but not in a way that makes us question whether it's the right thing to do; from the perspective of economics, resiliency and our responsibility towards the climate and environment.”
Planet and profit
There is a perception in some quarters that increasing a company's sustainability credentials will inevitably mean some trade-offs when it comes to profitability and the bottom line. However, this is not a view shared by Alison, who believes that the two go very much hand-in-hand, with efficiency the key indicator.
That’s not to say that there aren’t challenges in this area. One in particular for JLR in the short-term, is how to scale
many of these sustainability solutions across the wider business. “They need to be industrialised,” added Alison. “And of course, that often brings initial costs. Whether that's CAPEX or costs that are based around the fact that supply and demand hasn't yet been created for certain materials. So they might initially be at a higher cost, but over time, they will certainly stabilise.”
She added that the key lies in taking the long-term view, in short-term chunks. The good news is that there's plenty of interesting funding models available, certainly around manufacturing operations. “There are many businesses who are providing those financial mechanisms with which we can make these changes, particularly around renewables. That enables us to make these shifts without the short-term pain on the CAPEX front,” Alison added.
Top tips for a sustainable future
We’ve heard it before and we’ll no doubt hear it again, but progress today is better than perfect tomorrow; in other words, it’s better to get the wheels in motion when it comes to sustainability. And this is certainly a feeling echoed by Alison.
“My top tip to anyone would always be: get started - and get started with targets in place so you have something to aim for, both in the long-term but also with goals that can be broken down into shorter, more manageable pieces.”
That being said, Alison also stressed that it is important not to get too hung up on the targets and goals. Sure, they are essential and can be helpful, particularly within manufacturing businesses, but they're not the be all and end all. “We also have to address culture and that means embedding sustainability as a value into your organisation, with all employees onboard.”
By incorporating sustainability into the culture, and the very DNA of a business, it means that it can't just become another KPI to hit. “That is one of the real joys of working in sustainability,” Alison added. “If you can address it in the right way, so many people can connect to it, which helps as we're driving this transition.
“My final piece of advice - which I remind myself every day - is to be focused on progress, not perfection. Do what you can, when you can, and use that to further reinforce progress in the future.” l
“ Data has to be at the core of the sustainability agenda as it underpins the ability for us to change
Alison Nuttall, Head of Sustainability Global Affairs, JLR
• JLR’s Reimagine Strategy outlines a clear 18-year roadmap to reach net zero by 2039 across its products, operations and supply chain
• Electrification milestones include offering a BEV in every brand by 2030 and zero tailpipe emissions by 2036
• JLR has made significant strides in digitising legacy systems, including installing over 5,000 metering points across its operations to better understand and act on energy usage
• Through initiatives like the Circularity Lab and its work with the Drive Sustainability consortium, JLR is pushing for greater transparency and circular design principles
• Embedding sustainability into company culture - not just KPIs - is vital
Ioana Hera, Head of Lean at Rolls-Royce Civil Aerospace, is speaking at Manufacturing Leaders’ Summit in November 2025. But before taking to the stage, she sat down with Molly Cooper to discuss the topic of her talk –lean manufacturing

Lean manufacturing and its tools are something all manufacturers want to work towards. But what is it in reality? And where can you start?
Lean manufacturing is a way of making products that focuses on using less time, materials and effort while still giving customers the best quality. It’s about working smarter, cutting out waste and improving - little by little - every day.
At Rolls-Royce this approach is brought to life by Ioana Hera, Head of Lean at Rolls-Royce Civil Aerospace, whose role is to enable capability so that the company’s plants can deliver operational excellence. “I focus on lean coaching and training, supporting our plants to transform into a high-performing, competitive, resilient and growing business,” she said.
Building on existing knowledge
When it comes to lean manufacturing, Ioana has always been fortunate to be able to build upon existing knowledge and experimentation. “Even if you go into a start-up, everyone will have at least some level of experience with lean,” she said.
When she is faced with enhancing the application of lean tools in the factory, Ioana has two go-to approaches, and will deploy one or the other, or perhaps even both. The first is to help the factory design an aspirational future state.
“I ask what the factory wants to achieve, be it next year or even in five years’ time, and how that local vision aligns to our strategic initiatives. Then, we work through the logical steps, ensuring safety, operational effectiveness and customer service,” explained Ioana.
The teams work together to look at the steps needed to get to that aspirational state from where they currently are. People and product safety come first – then the company can begin to create flow and work towards the perfect lean solution.

Your competitors aren't going to stop. So, challenge your aspiration, reset the standards and do what you said you would do
Ioana Hera, Head of Lean, Rolls-Royce Civil Aerospace
The second approach is to work with each area within the factory and help identify what the biggest problem is and the right tools to solve it. “You might have a process that has been identified as a bottleneck, for example. Why has this occurred and what are the losses being incurred?” said Ioana. "The team can then work together to improve the process.”
Ioana’s approach will depend on whatever is right for that place of business - whether a factory, warehouse or office.
The best way to solve a problem is engaging the people who own the process where the problem is located. More often than not, they will have the right solution. But before that, business leaders need to identify the metrics they want to improve. “I work with the team
and help them through that problemsolving process, because more often than not, they have the solutions, but they might not know it,” said Ioana.
But it wasn’t always that way for Ioana. As a task-oriented person, it took her a while to understand that lean transformation isn’t just about what you’ve got in your toolbox, but about engaging people to use those tools.
“Around ten years ago, I was at a plant where we were trying to move from the current state - okay, but not great - to fantastic performance, and we did this by using a sequence of lean improvements. However, it was a very mechanical process,” explained Ioana.
She had the backing from senior leadership who had set out a vision for her to execute. However, she was met with passive resistance by those on the factory floor. There was a lack of trust and credibility due to Ioana being new to the plant. “Not only that, but there was a lack of belief in the future vision. They were unable to see that what I was asking of them would be better than what they were already doing,” she said.
Due to having a good coach and the support from the leadership team, Ioana was able to overcome the resistance and get the teams to engage in the process.
“Since then, I not only make sure I understand who my key stakeholders are, but also that they are supporting the journey and that their concerns are listened to and addressed. I don’t always get it right, but I learn from my mistakes. I spend a lot of my time listening and talking to the people who work those processes,” Ioana added.

Lean is not a shortterm initiative - it doesn’t have an end point, but rather is a journey of continuous improvement
Ioana Hera, Head of Lean, Rolls-Royce Civil Aerospace
Resistance to change in any company is always going to be a challenge. The future state always looks beautiful on paper, but it doesn’t always pan out that way, and the disruption that is sometimes required to get there can be daunting.
As such, there are obstacles which Ioana says manufacturers need to be aware of when beginning the lean process:
• Fear of the unknown: People will have their own ideas of how they can move from
the current state to their preferred future state, but that cannot be done in isolation. It must be done as a team, and the team will make assumptions because they don’t have all answers. Once you start defining the future state and working towards it, you’ll discover hidden problems which you’ll have to unpick.
• Lack of patience: Lean takes time. If you don’t allow for time, the changes won’t be sustained. You must be prepared for a variety of unknowns to arise.
• Vision: Resistance to change will also appear when teams do not share the same vision and are not working towards the same goal. Therefore, it’s important to relate the changes to what people are doing in their every day work. Explain the vision and how lean will make their roles easier, and remove frustrations.
In any business it is leadership's role to set the vision and the strategy, which is a key enabler for any lean transformation journey. “Day in and day out, I see leadership enabling growth. They want to be more efficient and keep processes simple, which lean can help with,” said Ioana.
Best practice for leadership is to be present and visible where the work is
ABOVE: Lean manufacturing is a way of making products that focuses on using less time, materials and effort while still giving customers the best quality
taking place, rather than being seen as directing operations from afar. “They need to show their support, coach by asking the right questions and set aspirations. By linking daily actions to the long-term vision, they will begin to see people believing in the lean journey,” she explained.
Another important role for leadership is to allow experimentation. The main concern when beginning a new project is often around the consequences of failure.
“All sorts of things happen that are out of our control, so leadership need to give their teams permission to experiment with different methods and encourage the implementation of new ideas. Celebrate successes, learn what’s working and keep driving that journey forward,” said Ioana.
“There is plenty of research around failed lean initiatives and it’s true to say that many end up that way. But lean is not a short-term initiative - it doesn’t have an
When you have the right culture, the metrics will get back on track. The right mindset is the key enabler
Ioana Hera, Head of Lean, Rolls-Royce Civil Aerospace
end point, but rather is a journey of continuous improvement,” said Ioana.
Ioana has worked in a variety of roles in her career, all of them focused on improving processes. However, for Ioana, it’s certainly more than just a title.
“Lean is a way of life; each day, people do things based around lean practices without even realising it. You don’t tick a box or earn a badge and move on. It’s a constant pursuit of perfection,” she explained.
Yet, some projects don’t take off or fizzle out due to lack of persistence. This could be for several reasons. “It could be a lack of trust, the absence of a vision to work towards or people not understanding why they need to do it,” said Ioana.
As such, before they start on lean, businesses must ensure that their vision is understood by the team and that they are clear on what they’re driving towards.
• Lean is about removing waste: people continuously improving processes to deliver the best quality for customers
• Success in lean comes from engaging people who own the process, not just applying mechanical tools
• Leadership plays a crucial role in setting vision, supporting experimentation and sustaining belief in the lean journey
• Resistance and failure are part of the process, but with persistence, feedback and alignment on vision, businesses can maintain momentum
• True progress in lean is measured not only by hard metrics but by the culture, mindset and engagement of people on the ground
“It takes a lot of effort to keep going and in many cases, businesses are not equipping their leaders with the right tools to ensure they can sustain change. It’s more of an afterthought,” she said. In fact, she stressed that some businesses need to consider whether a project fizzled out or if it even started in the first place.
“I don’t get things right every time; there will always be nuances I don’t catch at the

start or even during the process. But with a strong feedback loop, you can recover, keep moving forward and maintain momentum,’ said Ioana.
Metrics to measure
When starting any project, companies aim to measure hard metrics: safety, quality, cost, delivery and people. And there are several layers within each category.
“When tracking safety, are you measuring where the risks are or how many incidents occurred? With quality, do you track product defect rate, right first time or process inputs? And you can go through each metric and look at different angles. Selecting the right driver measures is important. However, that is not the only way to measure progress,” said Ioana.
Progress is also measured by the conversations you have with the people in the workplace, what you see and how it feels. “How do people talk to you? What is their body language? I can tell when people are excited to tell me the things they have done. They grab me and show me the improvements they have made. They may not always say ‘this is lean’ but it has made a significant difference to their role,” she said.
The hard metrics can appear to show that you may be heading in the wrong direction due to factors that are outside of the plant or area’s control. But as Ioana explained: “When you have the right culture, metrics will get back on track. The right mindset is the key enabler."
For Ioana, the best advice is to maintain the flame. Businesses will always be faced with problems and challenges to solve.
“Keep going back to the vision, look at what specifically you want to achieve, which allows you to continuously improve. This can be via a small change in how you work, bettering process capability on an operation, creating flow in an area or removing waste – these are all steps that take you closer to the vision,” said Ioana.
Lean is easy to understand and to action if businesses can get the right level of engagement from its employees. “Keep refreshing and constantly challenge your aspiration; just because you had this vision and you've achieved it, you shouldn’t stop evolving. Your competitors aren't going to stop, so challenge your aspiration, reset the standards and do what you said you would do,” she concluded. l
Agentic AI is being hailed as the next manufacturing revolution. But without transparency, reliability and auditability, it’s just another overhyped distraction. XpertRule’s Aden Hopkins and Darren Falconer cut through the noise and show how AI can solve real factory-floor problems without disruption

Every year, a new tech buzzword sweeps through manufacturing. Right now, it’s agentic AI. Commentators are calling it the ‘next frontier’. Analysts are projecting multi-billion-pound market growth. The UK government has even suggested using it to help citizens tackle ‘boring life admin’.
So, what is agentic AI? Simply put, these are AI systems designed to plan, act and adapt in real-time with minimal human input. We’re not talking about chatbots or generic virtual assistants, both of which have been around for years. Agentic AI is something altogether more capable, and if fully realised, it could transform how manufacturers operate.
Redefining the nature of work: Agentic AI can take on high-level decisionmaking, problem-solving and execution. That opens the door to a new kind of collaboration between humans and machines - one where AI amplifies human talent rather than replacing it. In practice, this could mean dynamically adjusting production sequences to meet urgent orders or optimising line speed. AI handles repeatable, complex tasks, while humans provide oversight, judgement and creativity.
Redefining how software works: Today’s enterprise applications largely wait for humans to initiate workflows – manual updates to ERP systems, triggering maintenance tickets or compiling quality reports. Agentic AI flips this model. AI agents can monitor machine telemetry, inventory levels and production schedules, then anticipate issues, orchestrate processes, and act without prompts. For example, if a critical component is running low, the agent can place an order, adjust production and notify staff in a single workflow. This reduces downtime, avoids bottlenecks and eliminates the need for multiple system updates.
Redefining how services are delivered: HR, IT and compliance functions could increasingly be supported by AI agents, with a human expert stepping in only when required. Software becomes proactive and intelligent, responding to
both user and system needs rather than remaining a passive tool.
For manufacturers under relentless pressure to raise productivity and cut costs, the appeal is obvious. But the gap between promise and practice is wider than it seems.
Biggest cause of the agentic hype-reality gap
Despite the hype, it’s rare to see Agentic AI making mission-critical decisions in manufacturing. You’re more likely to see agents doing basic tasks like research, summarisation or content generation. That’s because most agents lean heavily on large language models (LLMs), which have fundamental limitations.
LLMs are probabilistic. They don’t ‘know’ answers in the way a human expert or a rules-based system might. Instead, they predict the most likely next word. That makes them appear knowledgeable, and answers arrive quickly, but accuracy is never guaranteed. On the factory floor, that could result in delays, scrap or safety incidents. They also hallucinate, producing factually inaccurate, fabricated or nonsensical answers that sound plausible. In agentic systems, these hallucinations cascade through processes, compounding mistakes across the workflow. What starts as a minor error can snowball into a major operational failure. Prompt injections are another growing risk. Because LLMs simply extend language patterns, they can be manipulated with carefully crafted inputs. Malicious actors can seed information that causes models to leak sensitive data or trigger unintended actions – a serious security threat in manufacturing.
Even without manipulation, LLMs can suffer from flawed reasoning and inconsistent outputs. They can deliver answers that are logically wrong but double down with convincing explanations when questioned, or give different answers to the same input. For high-stakes production tasks, this unpredictability and lack of true auditability is a clear red line.
That doesn’t mean Agentic AI has no place in manufacturing – it means the approach has to evolve. The next generation of agents must blend the raw power of LLMs with proven methods that guarantee transparency, auditability and control. That’s the principle behind XpertAgents.

XpertAgents connect seamlessly to industrial systems such as PLCs and historians, enabling manufacturers to harness their AI capabilities without disrupting existing workflows or compromising security
Aden Hopkins and Darren Falconer, XpertRule
XpertAgents – hybrid AI you can trust XpertAgents are hybrid AI that combine the strengths of LLMs and generative AI with proven decision engineering, symbolic AI, human validation and continuous improvement in operation. This hybrid foundation allows them to uniquely handle the complexity, regulation and accountability that modern manufacturing environments demand.
A key differentiator is how we apply LLMs. Rather than relying on them at ‘run time’ – where hallucinations, lack of transparency, flawed reasoning and unpredictable outputs are a risk – LLMs are used at ‘design time’ to translate operational data, documents (such as SOPs or compliance procedures, for example) and domain knowledge into
transparent decision models. These are then validated, tested and approved by experts prior to deployment.
Once live at runtime, LLMs handle any free text input, while XpertAgents perform all the logical reasoning needed to make reliable, consistent and explainable decisions. That foundation provides five defining strengths:
• Designed for depth, not just speed
• Reliable under pressure
• Transparent by design
• Problem-led deployment
• Continuous improvement
Agents in action
XpertAgents connect seamlessly to industrial systems such as PLCs and historians, and integrate with cloud platforms like Azure, AWS or ServiceNow, enabling manufacturers to harness their AI capabilities without disrupting existing workflows or compromising security.
Already, our agents are driving tangible improvements for customers, including:
• Real-time process monitoring
• Managing inventory
• Operational health and safety checks
Customers report that centralised, real-time visibility has transformed how their sites operate. Teams can anticipate and plan around issues, instead of simply reacting to them, using accurate, up-todate information to act with confidence. These quick-wins are high-impact, practical use cases, but they’re just the start. Our transparent, reliable and trustworthy hybrid AI proves that Agentic AI can add value where it matters most: on the factory floor. l
Contact: info@xpertrule.com or scan the QR code below



Women make up nearly half of the UK workforce but hold less than a third of manufacturing roles - and earn 15% less than men. The Women in Manufacturing UK Initiative (WiM UK) is working with industry, policymakers and researchers to change that, turning evidence and peer support into practical action to embed equity, diversity and inclusion (EDI) across the sector
Aligned with the UK’s Modern Industrial Strategy, the Advanced Manufacturing Sector Plan targets 35% female representation by 2035. WiM UK plays an important role in this ambition, helping manufacturers weave EDI into strategy, culture and operations.
We spoke with Dr Jennifer CastañedaNavarrete, Principal Policy Analyst at the
University of Cambridge’s Institute for Manufacturing and founding member of WiM UK, about why this shift matters - and the leadership moves manufacturers can take now to make inclusion a reality.
Why is embedding equity, diversity and inclusion into industrial policy so important? Increasing evidence suggests that diversity within organisations fosters innovation.
Teams with varied experiences and perspectives tend to generate more creative solutions and develop resilient strategies.
This issue is particularly pressing now, as manufacturing and industry face global competition. To maintain the UK's competitiveness, leveraging all available talent and creativity is essential. Also, many sectors are experiencing labour shortages
and skills gaps. Ignoring a significant portion of the workforce or neglecting to foster inclusive workplaces limits our potential and competitiveness.
There’s also a moral dimension. Industrial policy doesn’t just shape economic growth; it shapes society. If the UK can show that inclusion and diversity are not weaknesses but strengths, we will set an example internationally and demonstrate that competitiveness and fairness can go handin-hand.
Manufacturing has the specific 35-by-35 target. Are similar goals emerging in other UK growth sectors?
Not yet, and that’s one of the reasons manufacturing is such a trailblazer. Among the eight government-identified ‘growth driving sectors’, advanced manufacturing is the first to adopt a clear numerical target for women’s participation. Having that target matters because it does two things: it communicates that the government genuinely cares, and it provides a measurable objective. Without a target, it’s very hard to know whether all the wellmeaning initiatives are adding up to real change.
Of course, the target needs to be paired with concrete policy instruments and sustained engagement with industry. But it’s a very important starting point - and I think other sectors will eventually follow.
What role has WiM UK played in shaping the government’s strategy?
We’ve been fortunate to have an excellent dialogue with the teams behind the Industrial Strategy and the Advanced Manufacturing Plan. From the outset, they were open to discussions about gender equality and broader inclusion. They were - and still are -genuine champions of this agenda.
Our role has been to bring evidence and practical insight to the table: the data we collect through our annual Women in Manufacturing report, the international comparisons we draw, and the stories from our industrial advisory board. We help policymakers understand not only why diversity matters but also how change can happen on the ground. It’s been a collaborative process, and we’re proud that some of our recommendations are now reflected in national policy.

When we recently analysed nearly 70 national industrial strategies around the world, we found that only 20% even mentioned gender equality
Dr Jennifer Castañeda Navarrete, Principal Policy Analyst, IfM
How does the UK compare globally in terms of EDI? Are we leading or lagging behind?
When we recently analysed nearly 70 national industrial strategies around the world, we found that only 20% even mentioned gender equality. So in that context, the UK is genuinely setting a benchmark. The decision to embed diversity and inclusion within the Industrial Strategy is a real statement of intent.
Of course, there’s always more to do, especially in translating high-level goals into detailed policy instruments. But the Advanced Manufacturing Plan, with its equality charter and measurable targets, sends a powerful signal to industry. It says: this is not an optional extra; this is a core component of competitiveness and of basic human rights.
You often link diversity not just to business performance but to regional growth. How are these connected?
If you look at a map of UK manufacturing, you see that beyond this sector the bulk of activity is in regions that often lag behind in productivity and innovation.
So there’s a double opportunity. If you expand manufacturing activity and make those workplaces more inclusive, you’re supporting both economic and social development in areas that need it most. Our research also shows that, across different dimensions, gender gaps in these regions tend to be larger, so focusing on inclusion there can have an outsized impact. It’s a very direct way of creating a more regionally balanced economy.
The latest Women in Manufacturing report focuses on Inclusive Leadership. Why choose that theme?
Last year, we created a broad framework for building a more inclusive manufacturing sector and found one factor outweighed all others: leadership. Policies and processes matter, but culture is set at the top. Without leaders who genuinely value fairness and diversity, nothing else sticks. This year’s report digs deeper into what inclusive leadership looks like in practice - how leaders can create workplaces where different experiences, from disability to caregiving, are not just acknowledged but supported.
We explored experiences around disability, menopause, caregiving and long-term health conditions.
Which findings in the report struck you as the most powerful or unexpected? Perhaps not unexpected, but certainly impactful. Seeing the data laid out confirmed many things we might suspect - but the numbers give them real weight. For example, flexible working emerged as a critical factor: disabled people, long-term health conditions or neurodivergence - and even those who have left manufacturing - place a far higher value on flexible options. By contrast, men as a group valued flexibility the least. That tells employers a lot: without flexible arrangements, you limit the diversity of the talent you attract.

The Advanced Manufacturing Plan, with its equality charter and measurable targets, sends a powerful signal to industry. It says: this is not an optional extra; this is a core component of competitiveness and of basic human rights
Dr Jennifer Castañeda Navarrete, Principal Policy Analyst, IfM
We also found that disabled people and those with long-term health conditions care strongly about an employer’s social mission and values, and they look for clear career pathways and open communication with leadership. Many respondents who left manufacturing said they did so because they felt their contributions weren’t recognised. None of this may be shocking on its own, but having the hard data makes it harder to ignore - and, we hope, motivates manufacturers to act.
You identify five principles of inclusive leadership. What are they, and how can leaders put them into practice?
The five principles we highlight are:
1. Fairness, respect and trust - creating a baseline culture where everyone feels valued.
2. Open communication and valuing uniqueness - encouraging dialogue and recognising different perspectives.
3. Equitable career development opportunities - making sure progression isn’t limited to a narrow group.
4. Well-being and life-stage supportacknowledging that people’s needs change over time.
5. Social impact - aligning the business with a sense of purpose beyond profit.
For each principle we outline practical steps, drawn from interviews with what we call ‘inclusive leaders’. We feature examples from large multinationals and from very small firms - family businesses with a dozen employees. Those stories are crucial because they show that size is not an excuse. A 15-person company can absolutely implement inclusive practices if the leadership is committed.
Are you noticing any improvements in manufacturing inclusion?
We’re encouraged to see sustained growth in women holding managerial and senior roles - levels are now higher than before the pandemic. We’re also seeing increased participation by women from Asian and black backgrounds, and a continuing narrowing of the gender pay gap. Last year, there was concern about a temporary dip in women entering professional technical roles, but the latest
• Set clear targets: ambitions like 35-by-35 focus attention and drive accountability
• Champion inclusive leadership: culture starts at the top; leaders must embody the change
• Offer flexibility: flexible work is critical for attracting and retaining a diverse workforce
• Learn and share: peer networks and case studies can spark practical action at any scale
The Women in Manufacturing UK Initiative was founded in 2022 to address the gender imbalance in the UK manufacturing sector. Bringing together academics, practitioners and industry professionals - including founding partners the Institute for Manufacturing (University of Cambridge), the High Value Manufacturing Catapult, and Innovate UK Business Connect - WiM UK works to create inclusive workplace cultures, support career development and open pathways to leadership. Its mission is to empower women in manufacturing and increase their representation to 35% by 2035. Download ‘Women in UK Manufacturing 2025: leading with inclusion’ here:

figures suggest that was a blip rather than a trend. These improvements show that change is possible when there’s focus and accountability. l



Here at The Manufacturer, we often comment on the importance of collaboration in modern industrial operations, and it’s just as true in the world of automation.
Andrea Cassani, Global Head of Cobots Distribution and Ecosystem, ABB Robotics, looks at the rise of the collaborative robot – or cobot – and how it is influencing the manufacturing sector
Over the past decade
cobots have transformed from a niche innovation into a central pillar of industrial automation. Once representing just two per cent of industrial robot shipments in 2015, cobots now account for more than ten per cent.
This means at least one in every ten robots installed today is a cobot. And while growth has slowed compared to the most optimistic early forecasts, the trajectory remains strong, with projected growth rates significantly higher than the industrial robot market as a whole.
Andrea highlighted that cobots are no longer experimental tools; they are
maturing into mainstream automation assets, offering manufacturers flexibility, safety and accessibility that traditional industrial robots cannot always match. As industries embrace AI and pursue more adaptable forms of automation, cobots are poised for an even brighter future.
“Cobots have moved from the margins of industrial automation to playing a key role, and are now reshaping how manufacturers think about flexibility, safety and collaboration,” said Andrea.
From niche to mainstream: how cobots differ from traditional automation When cobots first entered the market, their appeal was closely tied to safety. Their
ability to work alongside humans without cages or barriers was revolutionary. Over time, however, their role has expanded dramatically.
Today, cobots are applied in nearly every industrial domain - even in areas once thought unsuitable, such as welding. Their versatility has made them indispensable in sectors like lab automation, where close human-robot interaction is essential, as well as in more traditional robotic tasks like material handling, machine tending, pickand-place and palletising.
Outside China, automotive manufacturing remains the largest deployment sector for cobots, further evidence that collaborative and industrial

robots are increasingly converging in application and relevance.
Cobots vs traditional automation: complementary strengths
Cobots are not here to replace traditional robots but to complement them. Each technology has its strengths, and successful automation strategies often involve both. Andrea underlined some of the key benefits of cobot deployment.
Advantages of cobots include:
• Ease of use: Cobots typically feature simpler interfaces and programming methods, making them more accessible for non-experts.
• Smaller footprint and weight: Their compact size and lightweight design reduce installation complexity and cost, often eliminating the need for heavy infrastructure reinforcement. For example, BMW Group's plant in Steyr, Austria, has deployed an ABB GoFa cobot which moves connecting rods from one conveyor belt to another. This takes up minimal space while offering the flexibility to be easily reprogrammed to handle other components.
• Faster deployment and redeployment: Cobots can be moved between tasks more easily, supporting flexible, low-volume or high-mix production environments. Mesekon Oy, a Finnish welding manufacturer, has deployed the GoFa collaborative robot to perform intricate and precise 3D welding tasks, such as precise 90 degree saddle joints in shield piping, resulting in a 40% productivity increase.
• Built-in safety features: Force and powerlimiting functions make cobots uniquely suited for close human collaboration.
On the other hand, industrial robots excel in environments requiring:
• High-volume, standardised production with minimal variation.
• Very high payload capacity, far beyond the limits of current cobots.
• Ultra-rigid, long-duration operations, where durability is paramount.
That said, durability concerns around cobots are slowly dissipating and those that still persist are often more about the manufacturer than the technology itself. High-quality cobots, such as those built to the same standards as traditional robots, deliver equivalent long-term reliability.
Manufacturers should therefore evaluate suppliers carefully and consider credentials when assessing potential solutions.
AI and the evolution toward autonomy
One of the most exciting frontiers for cobots - and robotics more broadly - is the integration of artificial intelligence. Andrea emphasised ABB’s vision of “autonomous and versatile robotics”, where robots increasingly operate without constant human input and can quickly adapt to new tasks or workflows.
Cobots, often favoured by universities and start-ups, are close to the epicenter of this innovation. Their accessibility makes them a natural testbed for AI-driven advances such as:
• Integrated vision systems, enabling robots to pick parts without precise placement or navigate around unexpected obstacles.
• Autonomous reprogramming, where robots adjust their behaviour based on changes in the environment.
• Optimised performance through AI, improving cycle times, reducing energy consumption and enhancing flexibility.
These developments will benefit both cobots and industrial robots, but cobots may gain a first-mover advantage thanks to their adaptability and strong connection to innovation ecosystems. Andrea continued: “With AI and vision technology, cobots are evolving into autonomous and versatile teammates that adapt as quickly as the factories they serve.”
The importance of ecosystems in automation
Robotics is not just about machines - it’s about the ecosystem surrounding them. Successful deployments depend on seamless integration between robots, hardware, software and human operators.
ABB has invested heavily in creating a robust partner ecosystem, validating thirdparty products and ensuring they work flawlessly with ABB’s cobots and robots. By simplifying integration and reducing the need for custom programming, such ecosystems save time, reduce costs and ultimately improve the user experience. Beyond suppliers, the broader robotics ecosystem includes manufacturers, system integrators and service providers. A strong, reliable network of partners is often the difference between a smooth deployment and a costly misstep.

With AI and vision technology, cobots are evolving into autonomous and versatile teammates that adapt as quickly as the factories they serve
Andrea Cassani, Global Head of Cobots Distribution and Ecosystem, ABB
Common
Despite the promise of cobots, manufacturers often stumble during deployment. A recurring mistake is underestimating the importance of choosing the right partner. Most manufacturers are experts in their product, not in robotics. As such, they need support from system integrators and technology providers who understand both the application and the process flow surrounding the robotic cell.
Other pitfalls include failing to account for process steps before and after automation, or assuming robots will ‘fix’ flawed workflows. While modern technologies like vision systems and AI make processes more forgiving, a solid foundation remains essential.
Choosing the right partner is the single most important step in making automation a success
Andrea Cassani, Global Head of Cobots Distribution and Ecosystem, ABB
Tips for successful automation deployment
To maximise the chances of success, Andrea recommends:
• Select the right partner: Work with experienced integrators and manufacturers who can guide design, installation and optimisation.
• Understand process flow: Ensure that automation fits into the broader production environment, from inputs to outputs.
• Leverage modern technologies: Use AI, vision and smart software to increase flexibility and reduce reliance on rigid processes.
• Plan for support: Once robots are deployed, reliable service and spare parts availability are critical to maintaining uptime and peace of mind.
ecosystems matter
With more than 50 years of robotics experience, ABB brings not only advanced technology but also deep application knowledge and a global support network. Its portfolio spans digital offerings including RobotStudio, AppStudio and other software products as part of the portfolio. This standardisation simplifies programming, integration and scaling across different
automation types. “Choosing the right partner is the single most important step in making automation a success,” Andrea added.
ABB also leverages its global network of system integrators, ensuring localised expertise and support. From initial consultation to long-term service, ABB provides manufacturers with the confidence that their automation investments are backed by proven competence, robust technology and reliable after-sales support.
Conclusion: a bright future for cobots While cobots will not replace traditional robots, they are unlocking new possibilities in environments where agility, ease of use and human interaction are critical.
As AI and advanced vision systems accelerate the trend toward autonomy, cobots will continue to play a pivotal role in the future of manufacturing. For companies willing to embrace them — supported by strong ecosystems and the right partners— the promise of cobots is nothing short of transformative. l
Visit the ABB cobot webpage where you can learn more about the portfolio: www.abb.com/global/en/ areas/robotics/products/robots/ collaborative-robots
• Cobots are growing fast: Once just two per cent of robot shipments, cobots now make up over ten per cent of the market and are expanding at a far higher rate than traditional robots
• They complement - not replaceindustrial robots: Cobots excel in flexible, collaborative and lowervolume tasks, while industrial robots remain best for heavy-duty, highvolume production
• AI is the next frontier: With advances in vision systems and autonomy, cobots are evolving into smarter, more versatile teammates capable of adapting to new tasks with minimal human input
• Strong ecosystems drive success: Partner networks, validated integrations and experienced system integrators are essential to simplify deployment and ensure long-term reliability
• Preparation and partnerships are key: Manufacturers that map their processes carefully and work with the right automation partners are far more likely to achieve successful deployments

Expert voices. Timely insights. Real impact. Our webinars spotlight leading manufacturers and tech providers, offering practical knowledge on the tools, skills and behaviours shaping the modern industry.
Exclusive insight, senior connection and real conversations. A private space for senior manufacturing executives to network, share challenges, and gain strategic insight through high-level roundtables.
Where insight meets influence. From exclusive reports to targeted events, Marketing to Manufacturers’ helps solution providers connect with manufacturers and turn expert knowledge into commercial growth. MONTHLY
The Top 100 celebrates people in every role and discipline across UK manufacturing. Nominate a colleague or yourself and recognise passion, innovation, and impact in the industry before the deadline


The festival of industrial innovation. Returning for it’s fifth edition, four expos, one summit, one awards, and dozens of fringe events unite the industry for cutting-edge thinking, smart technology and the latest hardware driving real world results on the factory floor, and celebration.
Back for its 5th year, Manufacturing Digitalisation Summit unites digital leaders to explore smart automation, cutting-edge AI, and actionable strategies for techdriven growth.
A night to celebrate manufacturing’s most accomplished individuals. Join industry movers and shakers, alumni and judges to honour the Top 100 individuals driving the UK’s industrial success.

3-4 JUN
3-4 JUN
3 JUN
Recognised as the gold standard awards programme in UK manufacturing, test your excellence across categories including innovation, sustainability, digitalisation, leadership, and staff engagement. Submit your entries and showcase your achievements. JUL
Each November, the UK’s top manufacturing minds gather in Liverpool for The Manufacturer Live - a prestigious series of award-winning events driving innovation, strategy, and recognition. With over 50 years of legacy, it’s the premier gathering for those shaping the future of industry. NOV

Where the industrial elite converge. This award-winning Summit is a catalyst for transformation, covering the topics most pertinent to manufacturing leaders alongside economic and market factors, operational challenges and organisational challenges. NOV
One of the keynote speakers at this year’s Manufacturing Leaders’ Summit in Liverpool is John Robinson, Creator of the Quorum Principle. The team at The Manufacturer has followed John’s radical approach to collaboration over the last five years, and recently caught up with him to discuss a breakthrough year for the approach ahead of John’s November keynote
Performance improvement is a never-ending objective for manufacturers, but there is a systemic problem in global manufacturing that is having a negative impact on results. The established business model has led to the four key areas of strategy, IT, OT and operational excellence operating in silos, both within the manufacturer and the solution provider ecosystem.
John Robinson believes that the key to unlocking manufacturing value is a highly disruptive new approach to collaboration that would see major solution providers working together to achieve manufacturers' objectives. The Quorum Principle is an approach that has the potential to bring about a paradigm shift in global manufacturing.
The Quorum Principle is a concept that John first presented in a virtual breakout room at Manufacturing Leaders' Summit in 2020, during the dark days of the pandemic. Even so, the concept resonated with the remote audience and a fascinating journey began that has now resulted in an incredible year of breakthroughs. Five years on, John will again present his concept at the summit but this time, it will be in person and to the entire audience.
Like most people who have been introduced to the Quorum Principle, The Manufacturer can see both its logic and its potential value. The message is simple: historic investments have underperformed. The cause is a systemic problem with the business model in global industry and the solution proposed makes perfect sense.
It sounds simple, but the solution is so disruptive to the status quo that it would turn the global manufacturing sector on its head. This has resulted in John essentially becoming one man attempting to change the global industrial machine. However, John’s conviction has resulted in this now becoming his life’s work and it seems that it is starting to bring about change.
John commented: “I often describe the moment that I first saw the systemic problem in global industry as an epiphany. Not the religious definition but ‘a moment of sudden and great realisation’. In truth, it wasn’t an idea that just appeared from nowhere, it was a process that took around 30 years. The ‘epiphany’ was simply the culmination of everything I had experienced leading up to that point. A strange thing is
that I don’t remember a time gap between spotting the systemic problem and developing the solution. As I remember, they both happened at the same time.”
In the Autumn of 2020 John developed his thoughts into a presentation that essentially shares the 30 year journey he has experienced and leads the viewer to the same conclusion and solution.
He added: “The first time I presented the Quorum Principle to an audience, I knew immediately that my life and career had changed. I have been presenting fantastic products, concepts and solutions my entire career for organisations such as SAP, EY, Kearney, Atos and Aveva. Most of those solutions were very successful commercially. However, in all my years of presenting, I had never delivered a presentation that received the incredible feedback that the Quorum Principle did. What was even more exciting was the fact that this was my ‘idea’ and I also knew that nothing like it existed globally. It was and still is unique.
“The other factor in the equation was the potential for change that this idea had. I knew this could have a global impact on key topics such as financial performance and sustainability.”
For the first few years, John tried to develop the concept within his roles at SAP and then Kearney, but to no avail.
“Eventually I realised that I could not change the system from within. My solution was not part of my employer’s go to market strategy and by its nature, took many of my colleagues outside of their comfort zone."
In early 2023, John decided to leave his full-time career and start his own business in order to develop the concept. Like most start-ups, the first few years were very challenging but the momentum continued to build. John travelled globally, presenting his concept, but realised he was ‘trying to boil the ocean’ and that he needed to focus.
Manufacturing
Last Summer, John decided to try and build a working model for his concept in one geography and launched the UK Manufacturing Initiative in September 2024. He chose the UK for three reasons. First of all, his passion for UK manufacturing and the desire to see the sector succeed despite its unique challenges. Post-Brexit the UK is essentially on its own and, given the global trade volatility with tariffs and
geopolitics, it is in danger of becoming irrelevant. John added: “We have to be competitive to create inward investment but technology is not a differentiator so that begs the question: ‘what can we do differently?’. My answer is that we can work differently to the other major manufacturing economies by collaborating in the way I am proposing with the Quorum Principle.”
The second and third reasons are based around logistics. John’s largest group of Quorum ‘advocates’ are based here, so the momentum was already in place. In addition, John is based in the UK, so it is easier for him to focus on this sector.
Things began to develop quickly after the launch of the initiative but the real turning point was at a Smart Manufacturing event in Berlin in December. After delivering his Quorum keynote, John was approached by the event organisers and was asked if he was interested in organising an event dedicated to the Quorum Principle. “I was given carte blanche over the format and agenda so naturally I jumped at the chance,” he added. “In January we firmed everything up and settled on a date in the middle of May in London - which was very ambitious.
“Between January and May we managed to secure a fantastic group of sponsors, world class keynote speakers and also created a really exciting new format. The event was an incredible success and as it turned out, proved to be the catalyst I needed.”
The event accelerated every workstream within John’s business plan. Each step forward triggered other workstreams and the domino effect has almost become viral. The events form an interesting chronological timeline:
April – Global Initiatives: On 1 April John had a meeting with the World Economic Forum in Geneva. Up for discussion was ‘pilot purgatory’, the WEF’s Global Lighthouse Network and the WEF’s recently launched Lighthouse Operating System.
From Geneva John flew to Hannover Messe where he delivered a keynote at a specially organised Industry 4.0 event. John also met John Dyck who is the CEO of CESMII in the US, an organisation comparable to the UK’s HVM Catapult. John added: “The Americans have the Smart Manufacturing Interoperability Platform and this ultimately led to
discussions with people involved with Germany’s Manufacturing-X. Through those discussions, I realised that all of these initiatives are focussed heavily on technical interoperability. None of them focus on organisational interoperability and in my view, that is a fatal flaw.”
The Quorum Principle is entirely focused on this area. The discussions with these global initiatives are at an early stage but what that does mean is that we in the UK have a window of opportunity to gain a competitive advantage over some of our largest global competitors.
April also saw the delivery of the first Quorum Training Course. As John prepared for the May event, a lot of people began to express an interest in The Quorum Principle Playbookthe codified methodology behind the initial concept presented at events.
The five-day Quorum training course is a key component of the Playbook which resulted in John delivering the first Quorum training course at the Make UK headquarters in London.
May – The First Quorum Event: The event took place on the 16 May and was a fantastic success which, as mentioned previously was the catalyst John needed.
First Quorum Client: John was approached at the event by a major UK manufacturer who felt that The Quorum
Principle was exactly what they need for the £1.3bn transformation project they were about to embark upon. The hope is that this client will be formally announced at Manufacturing Leaders’ Summit in November.
Make UK Partnership: Following the event John and Make UK agreed a threeyear partnership which was formally announced on 30 September. Under the partnership agreement, Make UK will be The Quorum Principle’s dedicated training partner for the UK market, providing members with access to its training programme, and The Quorum Principle with access to Make UK venues.
Stephen Phipson, CEO of Make UK, said: “UK manufacturers face unprecedented challenges in maintaining a competitive advantage in an increasingly complex global marketplace.
“The Quorum Principle’s approach to breaking down internal silos and fostering better collaboration with solution providers directly addresses fundamental issues that continue to hinder operational excellence in our sector.
“This partnership reflects both organisations’ commitment to addressing these fundamental challenges, and further expands our members’ access to cutting-edge methodologies that enable the sector to maintain its position as a global leader.”


ABOVE: John Robinson, Quorum Principle with James Selka, CEO of the Manufacturing Technologies Association (MTA); BELOW LEFT: Stephen Phipson, CEO of Make UK; BELOW RIGHT: Professor Steve Peters, Chimp Management
MTA Partnership: Early October saw the announcement of a formal partnership with the Manufacturing Technologies Association. James Selka, CEO of the Manufacturing Technologies Association, said: “Manufacturing in the UK faces a unique set of challenges to its ability to compete internationally and remain profitable.
“The Quorum Principle's approach to breaking down internal silos and enabling better collaboration echoes the MTA’s belief in the power of collaborative growth, and our goal of fostering a dynamic, competitive and sustainable UK manufacturing sector.
“Our members design, manufacture and supply the advanced machinery and equipment that enable modern manufacturing, and this partnership more effectively equips them to seize emerging opportunities and to remove barriers to growth.”
Chimp Management Partnership: Early October also saw the announcement of the partnership with Chimp Management. One of the critical success factors for the Quorum Principle is the mindset of the people working on a Quorum project. As John explained: “I was introduced to The Chimp Paradox over a decade ago and it genuinely changed my life. When we

understand the basic principles of how our brain works and what drives our decisions and behaviours, it can make a profound and hugely positive difference. To now be working with Professor Steve Peters and the team at Chimp Management is incredibly exciting.
“I think the partnership is a win-win. The performance improvement results the Chimp Model has achieved in other fields have been incredibly effective and genuinely world-beating. To be able to embed that into the Quorum Principle will be a huge benefit to the effectiveness of the overall concept. The benefit of the partnership to Chimp Management will be
to expose the Chimp Model to the global industrial sector which is a relatively new area for the model to be applied.”
Given the success of the event and the developments immediately after it, John knew that he had to secure the investment needed to capitalise on the opportunity. “Because the Quorum Principle breaks all the ‘norms’ I also didn’t think that a traditional investment approach would work.”
So, instead of seeking one or two professional angel investors, John decided to try and crowdfund the investment he needed. “I approached a specific group of people in my network; professionals in our industry who already understood the concept and could see both the market need and market potential. In the end, it proved to be relatively easy to raise the investment and I also managed to do it very quickly. The demand was actually higher than the percentage of the company shares I initially planned to release, but that is a far better problem to have.”
Manufacturing Leaders’ Summit co-organiser
“All of the events over the summer have enabled me to achieve one of my major targets for this year – a Quorum Principle keynote at Manufacturing Leaders’ Summit. I have been attending the summit for many years and it provides

The first time I presented the Quorum Principle to an audience, I knew immediately that my life and career had changed
John Robinson, Creator, The Quorum Principle
the perfect opportunity for me to present the Quorum Principle to a large section of the UK manufacturing sector’s leadership in one go. If the concept has the same impact it has had with everyone else over the past five years, then it will be a very significant moment. I can’t wait to see how it is received.”
While the UK manufacturing sector is John’s primary focus, his goal is to build a working model in the UK that can be applied globally.
“The UK has a long history of innovation and global leadership and a reputation for being inventors and leading the way. After all, the first industrial revolution started here in the UK. I want the UK to lead the way on this too.”
The systemic problem the Quorum Principle solves is a global one. The opportunity to reduce the consumption of raw materials, energy, waste, emissions and pollution globally is John’s ultimate goal. The initial discussions with the World Economic Forum, CESMII and Manufacturing-X could eventually lead to a global impact. The momentum building behind The Quorum Principle here in the UK and globally does suggest that the wind of change is starting to blow. l

Back in August, Molly Cooper flew to Amsterdam’s Grand Prix track in Zandvoort to witness first-hand the growing partnership between Signify and the Mercedes AMG Petronas F1 Team. While there she spoke with Harsh Chitale, CEO at Signify Professional Business, about the partnership and future of lighting in manufacturing

In July 2024, Signify and the Mercedes AMG Petronas Formula 1 Team announced their new partnership. The purpose was to drive responsible innovation and enhance sustainability and wellbeing for the team and its fans. Signify are a lighting manufacturer, formally Phillips Lighting, which is moving beyond traditional lighting to connected, data-driven and energy-efficient solutions, including 3D-printed modular lights, human-centric wellness lighting and solarpowered systems.
Working with Mercedes F1
The partnership with Mercedes F1 has given Signify a global platform to demonstrate these technologies, which go beyond the track.
• Performance and wellbeing: Working with drivers when they travel to create ambient atmospheres and counter jet lag. Formula one driver for Mercades, George Russell, has previously cited the impact the NatureConnect light from Signify had on his body.
• Track visualisation: Signify lighting is featured on night circuits such as Singapore and Las Vegas, ensuring the broadcasting and fan experience is enhanced. This ensures that the high-speed action is captured clearly, providing both drivers and viewers with optimal visibility.


“
If your company has an initiative to one day get to net zero, businesses need to make their buildings far more efficient than they currently are. That also includes the outside surrounding areas
Harsh Chitale, Signify CEO Professional Business
• Aesthetics: Signify lighting also features in clubs and VIP areas at the Grand Prix events across hospitality areas, bars, corridors and entertainment zones to create an immersive environment for spectators. The lighting is also aligned to different areas to match mood and to create an atmosphere beyond the race.
Commenting on the partnership, Ton Borsboom, Head of Design at Signify said: “It’s not sponsorship, it’s partnership. It is about shared values, a common interest in innovation, performance and sustainability.
“Bringing Signify and Mercedes F1 together allows us to exchange best practices, support human performance
and showcase cutting-edge technology, both at the track and in our facilities. It’s a partnership in action, helping the team to perform at its very best.”
Bradley Lord, Team Representative, Mercedes AMG Petronas Formula 1 Team added: “Looking after the wellbeing of our people and ensuring they can perform at their optimum is so important. That’s where Signify offers a real scope of opportunity for us. Its solutions have been integrated into our working environments and are crucial contributions to making sure our personnel operate at their very best during critical performance moments on track.”
Working with manufacturers
Although the current partnership is picking up speed in the racing world, the manufacturing sector is a large segment where Signify operates and its products feature across factory plants and head offices.
“You have many types of areas within manufacturing. You have actual manufacturing plant locations and the offices associated with it. Then, depending on the product being manufactured, there may be showrooms, warehouses, factories and distribution centres,” explained Harsh Chitale, CEO at Signify Professional Business.
Signify begins by breaking a manufacturing company into different application spaces and for each of those it has built an offering.
“Starting at the assembly plant, we can implement our connected lighting to enable a high level of energy efficiency. These lights are also connected to sensors which the business can get data from,” said Harsh.
This data ranges from occupancy of an area at a particular time, to AGV or forklift
movement. Glass for automotive and building manufacturer, Pilkington, uses a lot of data that is curated through Signify’s Interact IoT platform. This collects insights from LED lighting, embedded sensors and IoT devices to make more effective decisions and actions. “The platform can process the data and then it can be used in daily activities allowing for route optimisation for the vehicles to the lines they are being supplied to,” said Harsh.
A top KPI for all manufacturing managers is safety and it’s only becoming a bigger focus as employee wellbeing is also being increasingly highlighted.
Emergency lighting in an office or production environment is vital but testing it can be difficult. “In a factory setting you can’t have disturbances and ask a working production line to shut down because you want to test the batteries; that won’t work. Businesses can’t afford productivity loss,” explains Harsh.
However, when you have emergency lighting that’s connected to the rest of the factory’s connected lighting, you can simulate a power outage in an instant. The lights go off and emergency lights come on. “You can test whether the battery health is good at a touch of a button and receive a full report. This is a government mandated regulation which requires factories to comply with emergency light standards which our connected system can achieve,” he added.
There has been research on assembly operations, where workers perform the same task repeatedly, which has shown that lighting can make a measurable difference in productivity. A universityled study found that using task-focused lighting in repetitive assembly work improved productivity by nine per cent.
“This research highlights the importance of ensuring that lighting is both properly designed and consistently maintained. Over time, lighting naturally dims or shifts, which can reduce its effectiveness. With connected lighting systems, these changes can be monitored and adjusted dynamically. This allows lighting levels to be maintained at their optimal state, ensuring sustained productivity gains over the longterm,” explained Harsh.
Real world examples of this are in office spaces where Signify’s NatureConnect light was installed to simulate natural daylight and sky views and to enhance
the work environment for employees in a windowless environment. The ‘natural’ lighting has been proven to boost mood, contribute to a positive atmosphere and due to changes within the lighting mimicking the outside world, it regulates employee’s circadian rhythm that could otherwise be disturbed.
Moving beyond the manufacturing area to the warehouse, lighting can play a crucial role in reducing errors during order picking. “When lighting is directed vertically onto the picking area, it ensures that workers can clearly see what they are selecting. Without this, scanners may register incorrect items, leading to picking errors,” said Harsh.
By designing lighting that is glare-free on both surfaces and shelves, errors can be minimised. This approach is known as vertical asymmetric distribution and ensures that light falls exactly where it is needed. Implementing this type of lighting in warehouses supports accuracy, efficiency and overall reliability in the picking process.
“Warehouses also have the biggest area for energy saving. Unlike a production area, warehouses do not typically have people in them constantly, therefore energy saving automated lights can be implemented. This means only lighting areas when they are in use,” explained Harsh.
Each factory also has its office spaces. “In the entire office environment, scanning, energy monitoring, people counting and space optimisation of lighting can help. In Europe, it's becoming mandatory to monitor these elements for energy performance building directives.
“If your company has an initiative to one day get to net zero, businesses need to make their buildings far more efficient than they currently are. That also includes the outside surrounding areas,” explained Harsh.
In manufacturing and industrial complexes, periphery lighting is often required to illuminate outdoor areas for safety and security. Unlike production areas, these spaces are not in constant use, making continuous wired lighting an unnecessary expense due to the high cost of cabling and energy.
Solar lighting offers effective solutions for this as during the day, it can charge and when required in the evenings, it will be illuminated. “With our advanced technology such as integrated dimming,

ABOVE: The partnership with Mercedes F1 has given Signify a global platform to demonstrate technologies which go beyond the track
sensing and intelligent charging, modern solar lighting can deliver up to 48 hours of autonomy without sunlight. This makes it suitable even in regions like Northern Europe, where extended sunless periods are more common,” he added.
Sustainable actions
Connected lighting is the way forward and at Signify, this goes hand-in-hand with sustainability. “We are now seeing circularity within manufacturing because companies are under pressure to showcase their sustainability credentials,” said Harsh.
Signify has created a way in which they are able to refurbish old lighting equipment without having to remove
them. “We partnered with Rolls-Royce in the UK which had over 20 facilities where they had old factory lighting. We were able to remove those and replace them, while refurbishing the old ones and replacing them in another facility. This creates a circularity of taking one lot of lighting, refurbishing it and placing it in a second location, and so on,” he explained.
This allows lighting to stay working and functioning while refurbishment is taking place, and ensures the factory is not left without lighting. “During the process we are able to reuse almost 60% of the existing lighting because the only part that has changed with time, efficiency and speed is the electronics,” explained Harsh.
There are over half a billion light points in the world and if they are required to keep changing, it will only add to the growing e-waste issue the world currently has. Coming up with the capability where Signify can retain what can be used and upgrade where needed is vital.
The highest carbon emissions in the production chain of lighting comes from creating its mechanical body. Most of the impact occurs during the extraction of minerals and their conversion into usable materials, such as producing plastic and refining metals, where the raw resources are transformed into their final forms.

Bringing Signify and Mercedes F1 together allows us to exchange best practices, support human performance and showcase cutting-edge technology
Ton Borsboom, Head of Design, Signify
BELOW: Signify lighting in a Coca-Cola manufacturing facility
“Now, if there is a way in which I can keep reusing the same thing repeatedly, I'm able to eliminate 70-80% of carbon emissions because I'm using the same materials. That’s where circularity comes in. Signify breaks down the product into granules and it is then reused in the 3D printing of a new light.” said Harsh.
“We are moving to a point where we will be able to create all our products to be serviceable and upgradeable, so nothing is wasted. Most of a light’s carbon emissions - around 90% - comes from the energy it consumes over its lifetime. By making a light 50–60% more energy efficient than others, it can significantly reduce its carbon footprint during use, which is what manufacturers are now looking for,” he added.
Working with manufacturers
When manufacturers approach Signify for solutions, the first step is to do a walkthrough of applications in the facility, along with a lighting design team, to work out what optimal design looks like and what is required to get there.
“In many cases, customers ask us to provide detailed calculations on the payback they can expect from a lighting upgrade. Some go further, challenging us to link our compensation directly to the savings achieved, essentially proving the value by sharing in the results,” said Harsh.
This approach has given rise to models such as Lighting-as-a-Service, where instead of purchasing the system outright,

manufacturers pay over time based on the energy and cost savings generated. For many industrial clients, this provides a lowrisk, performance-driven path to upgrading lighting infrastructure.
For Harsh and Signify, connected lighting is where the business expects the most growth because it drives value beyond just giving illumination and is growing faster than the traditional lighting route.
“Right now, more businesses are shifting to connected lighting - around 30% - whereas a decade ago, it didn’t exist. In the future, we see a world of lighting which is connected and goes beyond mere illumination, with more value per light point and a greater focus on sustainability,” said Harsh.
This is where the investment in Signify has grown, and now reflects the more broader values of the business.
“Although our previous brand was strongly associated with great lighting, our vision has expanded to cover much more connectivity, sustainability, intelligence and service,” he added. l
• Signify’s partnership with the Mercedes AMG Petronas F1 Team showcases its advanced, humancentric and sustainable lighting solutions on a global platform
• Connected lighting in manufacturing improves energy efficiency, collects operational data, enhances safety and supports employee wellbeing
• NatureConnect and taskfocused lighting have measurable benefits for productivity, circadian rhythm regulation and mood in windowless or repetitive work environments
• Signify’s circular and serviceable lighting approach reduces carbon emissions by reusing components and upgrading electronics rather than replacing entire fixtures
• Harsh Chitale, CEO at Signify, believes the future of lighting is connected, intelligent and sustainable, providing value beyond illumination through datadriven insights, efficiency and adaptability




A century-old British manufacturer is proving that fencing isn’t just an Olympic sport steeped in tradition - it’s also a cutting-edge industry. Leon Paul, the London-based family firm behind generations of blades and masks, is blending heritage with innovation to grow on the global stage. The Manufacturer's Joe Bush went to find out more

When I was approached about a site visit to a London-based fencing manufacturer, I naively assumed I would be perusing a variety of perimeter and border-based offerings to meet the needs of gardeners, security professionals and farmers nationwide.
However, the ‘fencing’ in question referred to the art of swordplay. An ancient discipline, originating from the battlefields of history, fencing has been an ever-present sport in the Olympics, dating back to the very first modern games in Athens in 1896 – one of only four other sports that can make that claim. You may have caught a glimpse
ABOVE: Fencing has been an everpresent sport at the Olympics since the first modern games in Athens in 1896
yourself during an Olympic year, when various sports which don’t usually get air time are thrust onto our screens. Despite being a tricky sport to follow, I did my best
to get my head around some of fencing’s various nuances during a visit to Leon Paul, a traditional British engineering firm that has been manufacturing fencing equipment in the UK for over 100 years.
There are three types of fencing weapons, each with its own rules and target areas. The foil targets only the torso area of the body and points only count if landed with the tip of the blade. The epée can strike the entire body and whoever hits first wins. And finally, the sabre targets the waist up, including arms and head and hits can be made with the edge as well as the tip of the blade.
While watching some of the budding Olympians warm up in Leon Paul’s dedicated, and very impressive, training centre, I had to be careful not to get too carried away and remember that I was there to find out about the company’s manufacturing process; rather than indulge in a childhood fantasy by embracing my inner Erol Flynn (The Sea Hawk, The Adventures of Robin Hood, Captain Blood and all that)!
Thankfully, I was saved any embarrassment by the arrival of Leon Paul’s Commercial Director, James Fay, who kindly got my head back in the game and took me on a tour.
Changing times
Leon Paul is a £10m business and its Hendon factory manufacturers blades as well as masks and protective clothing. Despite being 102 years old, operating within what is a fairly traditional environment, the company is going through a period of disruption.
The age demographic is changing, with the sport now appealing to a far younger age group, while also experiencing peaks and troughs in popularity depending on where you are in the world. James commented: “The sport is expanding in the US, China and Far East, and therefore that's where we're positioning our business to grow for the next 102 years.”
Unsurprisingly, fencing is a sport that is heavily regulated. However, Leon Paul has been diligently innovating its products where possible and streamlining its operations. The company has pivoted to different materials and manufacturing processes to enhance longevity and quality, while also increasing the ability for customers to adjust the performance of their own individual products.
“It's not a one-size-fits-all sport,” continued James. “So, we’re continually looking to improve the service that we

ABOVE: There are three types of fencing weapons; the foil, epée and sabre
A normal foil blade being used three times a week would typically last around five or six months.
Ours will last up to a year and a half
James Fay, Commercial Director, Leon Paul
offer to our customers. While we're a manufacturer, we are now predominantly a service business, and that's why people buy from us. All of those elements culminated in us winning the King’s Award for Enterprise last year for innovation and development in sport.”
Commenting on the King’s Award, Barry Paul, grandson of company founder Leon, said: “Receiving the King's Award is a proud day and back in 1921, I don't think Leon, in his wildest dreams, would think that the company he founded would eventually be recognised by royalty 100 years later.”
Sharpening the competitive instinct
Because everything at Leon Paul is manufactured by hand, James explained that it’s difficult to make wholesale changes to established processes. That being said, the company is constantly developing its understanding around the molecular behaviour of the materials and cloths used, and how it can provide benefit to the end users, and improve performance and accessibility within the sport.
“We’re on a digital transformation journey every day,” James added. “Most of our products are now CAD designed and we have a lot of software in place that enables us to model and better understand the
model properties of steel, which in turn impacts our manufacturing processes. Within the warehouse, sales and anything that is customer facing, we're totally digitised now. We're always improving and we’re now into a marginal gains process.”
James added that Leon Paul’s USP is service, quality and brand. “Our current performance on providing a standard order shipped out of the warehouse is less than eight hours. A standard order from our biggest competitor is around eight and a half to nine days. And if you look on their website, at any point in time, a large amount of their product is not available, compared to just 11% on our own website. And that's the difference.”
Much of that key differentiator is down to the company’s deployment of the Orderwise stock control and WMS software in 2017. On joining the business, James admitted that there wasn't a barcode in sight within the warehouse, with the business still operating a paperbased order system. “We needed a means of understanding what was going on in our sales,” he added.
Orderwise was initially rolled out across finished goods, and once that was
Just because a business has been doing something a certain way for 25 years, it doesn't mean to say it's the right way. There is always a better way to do something
James Fay, Commercial Director, Leon Paul

successful, was then extended further across the business. “As we cut our teeth in one area, we were able to learn problems, understand the issues, act on those learnings and then move onto the next stage,” he added.
This has enabled warehouse order output to reduce from six and a half days to less than eight hours. Additionally, the simplification of the system has significantly reduced employee training time; with Orderwise Leon Paul is able to have someone trained and picking in three hours, while traditionally this process would have taken six months. “We have a walking route in our warehouse,” added James. “The system tells the worker where to go, so as long as you understand your alphabet and you can count, the rest of it works very easily.”
However, it’s not only getting orders out of the door where Leon Paul has a cutting edge (excuse the pun). Some of the company's competitors manufacturer blades very labour intensively. However, the industrial manner used by Leon Paul reduces cost, and maintains efficiency and consistency.
It also enables the company to add customisable elements to the end products. Traditionally, the company’s blades would have a standard form with the weight in a specific area, corresponding to the needs of the general market. However, the manufacturing process now deployed at Leon Paul enables weight to be shifted across the blade (more towards the tip for example) to incorporate different fencing styles.
“What we’ve built into our blades which wasn’t there before is longevity,” James continued. “A normal foil blade being used three times a week would typically last around five or six months. Ours will last up to a year and a half. Fencers will go through two of our blades a year, compared to six if they use a competitor blade.
“This enables us to offer a lot of economic benefits to fencers going forward. The price between our blades and our competitors is comparable but customers get three times the longevity with our products.
“We’ve built our blades to accommodate people's technique. We've put quite a lot of molecular structure in our blades that enables it to recover if misused.”
And, the proof is in the pudding. Leon Paul used to have 15% of the sabre blade
• Blending heritage with innovation: Leon Paul combines traditional craftsmanship with modern innovation
• Global growth strategy: the company is expanding rapidly in the US, China, and the Far East, positioning itself for long-term international growth
• Product differentiation: blades are engineered to last up to three times longer than competitors’ products and are customisable leading to market share dominance
• Digital transformation and efficiency gains: implementing the Orderwise stock control and warehouse management system cut order fulfillment time from six and a half days to under eight hours
• Sustainability: Leon Paul is the only fencing company in the world to achieve net zero, with fully recyclable or compostable packaging
market. However, that has increased to 82% in the last three years, purely due to the longevity, consistency and performance that has been built in to the blades via new manufacturing processes.
Duelling industry challenges
Like all manufacturers, Leon Paul has faced myriad challenges in recent years including supply chain disruption, the drive for sustainability and the battle for skills. Indeed, James admitted that he stopped counting the cost of Brexit three years ago. But, like all agile businesses, the company has adapted, found a way around the problem and looked closely at how to provide value to customers while maintaining costs.
“We're all about customer service,” added James. “We ship globally, pick up all customer issues and costs, and we do all of that at point of sale, so the customer gets a smooth transition of delivery. We're always looking at improving packaging, and reducing
waste, cost and space - all the things that any ethical, responsible company would do on a daily basis.”
Indeed, Leon Paul is the only fencing company in the world that is net zero. All the company’s packaging is either fully recycled or compostable. The business is further investigating how it can innovate by reducing packaging still further, and minimising space when transporting its products so vans, boats and planes are not travelling unnecessarily.
Interestingly, Leon Paul takes a slightly different approach to the talent conundrum, as James explained: “Skills are a massive and ongoing issue but we don't offer apprenticeships. However, if we think that someone has the adaptability, skill and aptitude for manufacturing, we'll give them a job and we'll train them. But we'll pay them as if they're doing their job properly, and that gets a lot of interest from an investment perspective. We'll still send them to college, but we'll pay them a proper wage.”
James added that the business is keen to look after the skills that it has within the business and so every employee at Leon Paul earns more than the market rate for the role they perform. That, in turn, helps to keep skills and knowledge in the business, which can then be passed on to the next generation of the workforce that come through.
Whether it’s facing down challenges or deploying new manufacturing processes within a traditional operation, it’s clear that Leon Paul holds the virtues of adaptability and agility very dear, as James explained: “It’s important that manufacturers don't rest on their laurels. Just because a business has been doing something a certain way for 25 years, it doesn't mean to say it's the right way. There is always a better way to do something. We encourage a lot of employee participation. If someone has a good idea, we'll let them run with it to see if it works. We’ll never fire anyone for trying.” l
From supplying the film and TV industry to pioneering plant-based paints, Mylands blends craftsmanship, innovation and sustainability to deliver premium, eco-conscious finishes for homes and industries alike. The Manufacturer caught up with owner, Dominic Myland, to find out more

Based in South London, Mylands is a 140 year old, fifth generation family business, manufacturing specialist paints, wood finishes and high-end decorative paint for interiors.
The company was started by current owner Dominic Myland’s great grandfather way back in 1884 and has always been headquartered in London - first in Stockwell and Brixton and now in Lambeth.
The company’s beginnings also coincided nicely with growth in the UK’s burgeoning film business and, due to Mylands’ location being close to most of the early London studios, it’s here, along with theatre and television, where the company began to make its mark. And Mylands has been a specialist supplier to the film sector ever since.
“We ended up becoming the number one supplier to the film industry which requires paints that are very flat and with little camera glare. We also use a lot of earth pigments in the production, which makes the
look very natural,” Dominic added.
“Our oldest serving colour collection that we still use is the BBC colours, which we also refer to as the 68 colours, because that was the last time it was edited. The BBC, ITV and lots of independent TV companies still use it.”
The natural look
As well as continued product development, Mylands has moved more towards the retail space over the last 15-20 years, taking the depth of colour paints that the company supplies to the film industry and making them very durable and breathable.
An example of this is Mylands’ Marble Matt Emulsion, the company’s best-selling paint, which has more pigment than any other paint made in the UK. “We do this deliberately because we want to stay at the top of that premium sector,” Dominic added. “We use crushed marble in the
paints. This not only makes it breathable and durable, but the micro particle crushed marble gives amazing light bounce when you apply it in a room.”
Sustainability has long been key to the Mylands ethos and because all paints are manufactured at the company’s London site, the business has complete control over quality, sourcing and sustainability from raw materials to finished product. This also allows Mylands to trace every ingredient and reduce waste.
Not only that but in recent years the business has developed a range of plantbased paints. These innovative formulations use natural fillers and high bio-carbon content, offering a refined alternative to traditional, petroleum-based acrylics. They are scrubbable, durable and low in VOCs (volatile organic compounds).
“We recently received the Royal Warrant from the king, and the sustainable challenge to qualify for that is underway. You have to declare where all your materials come from, and make sure that you are delivering a plan towards a net zero environment,” added Dominic.
Mylands continuously conducts research for new scientific discoveries to improve performance and develop innovative products, and works closely with suppliers to explore novel materials, with a focus on green credentials. The company then uses its experience to start building formulations, taking into account how different minerals, binders and additives influence hardness, durability, flexibility, stain-blocking and other characteristics.
“These get made in the laboratory on a one to two litre scale so that we can perform a range of tests, making appropriate adjustments to the formulations to reach the desired properties,” Dominic added.
“When we are satisfied that we have a good product we provide samples to
LEFT: Mylands has been sourcing additives, minerals and fillers in the paints which are far more natural
our in-house decorator for applicator trials. Storage stability is checked as is the compatibility with our colourants system. We can also test hardness and speed of drying on a needle-dryer and may give samples to customers for feedback."
Mylands’ scrub-testing machine assesses how durable a paint is to cleaning, weighing the micrograms of paint removed after 200 scrub cycles with an alkaline cleaning solution and a scouring pad.
Of course, all this wouldn’t be possible without technology, and Dominic explained that the business has invested in an ERP system to take the business into the digital age. While he added that this was a challenge for a small company like Mylands (and took a few attempts to get right) Dominic commented that this move has been transformative for the business. Stock and raw materials control has been a key benefit of the upgrade.
In addition, while colour matching used to be done by eye, Mylands now uses a combination of skilled colour matchers and a spectrophotometer which enables the business to read and predict colour, and create formulations more quickly.
Mylands still uses small batch processing which allows close control of the properties and quality of the paint. To improve sustainability still further, Mylands is pro-actively finding ways to reduce and repurpose its solvents and replace raw materials with more sustainable and lessimpactful options.
The research team works closely with the British Coating Federation and raw material suppliers to ensure it stays abreast of regulatory changes to deliver safe products, and source materials with lower carbon footprints and minimise VOC content. The crushed Carrara marble used in the aforementioned Marble Matt Emulsion utilises a waste product from the building industry, helping to reduce landfill waste.
In addition, the company’s Olive Stone Emulsion, incorporates olive powder, an upcycled by-product, along with plant-

• Mylands is a fifth-generation, London-based family business
• The company has expanded into the retail market, bringing its highpigment, durable and breathable finishes
• A London base ensures full control over quality and sustainability
• Recently awarded the Royal Warrant, Mylands continues to meet rigorous standards of sustainability
• Mylands was among the first in the industry to invest in plant-based, multi-surface paints
based resin and natural fillers, achieving a high bio-based content of 56%. “We are focusing on how we can replace more of our raw materials with bio-based options, looking at resins, extenders and additives,” Dominic added.
This can bring its own technical challenges as the traditional materials work very well, whether it be to stabilise minerals in the paint, provide good anti-fungal properties or quick film drying.
However, it’s here that Mylands’ formulating expertise comes into play, which ensures that combinations are found that match or exceed the current properties with
We are focusing on how we can replace more of our raw materials with bio-based options, looking at resins, extenders and additives
Dominic Myland, owner, Mylands
these newer materials. New plant-based materials can be technically challenging due their complex natural components and can require extensive research and testing to ensure the product meets expectations. They may require different additives to stabilise them, or possibly different methods of grinding - order of addition and manufacturing speeds can also make a significant difference. However, the company is keen to continue to develop Mylands in this direction, providing more sustainable, bio-based products which minimise environmental impact while still delivering a beautiful finish and excellent properties. l
The market for wheel alignment systems is strong, and continues to grow, according to Straightset, the independent garage equipment experts. And the company subsequently saw an opportunity to acquire Supertracker in 2022, a trusted manufacturer of laser wheel alignment systems. From that point, there has been a period of learning, gradual innovation, constant training and an ingrained culture of product knowledge, right through the business. Tom St John, Multimedia Editor of The Manufacturer, went to learn more

Straightset is a family run business that was formed in 1987 and currently employs over 90 people.
The company acquired Supertracker three years ago, but Supertracker still operates as its own business. The teams meet every week to discuss strategies and ideas to develop the product.
The product in question is laser wheel alignment systems, which do what they say on the tin - they utilise laser technology to measure and adjust the angles of wheels to ensure they’re aligned correctly.
Supertracker manufactures from its facility in Worksop, technically Nottinghamshire, but close to South Yorkshire. The factory has a studio where people are shown how to use the equipment, and existing engineers are able to access continuous training. Which as you’ll find out, is an essential part of the company’s goals.
There is also a fabrication workshop on-site where all the systems and other garage equipment is manufactured, with the company aiming to keep as much production as it can in-house.
As you might expect, it’s not a onesolution-fits-all arrangement and there are different systems for different vehicles. The size of the wheel hanger, which as its name suggests, is fitted and hangs on the wheel of a vehicle, determines what tyre size it'll work up to.
There are hangers for any standard vehicle, and different hangers can be added and removed. Low spoiler hangers, for instance, are used for lower vehicles. Supertracker has off road hangers, used more on 4x4s for example.
There are also systems used specifically for commercial vehicles. These can be used on trailers, trucks or HGVs.
And tracking gauge systems, like the STR1500, are generally used by bus companies. Stagecoach, for instance, is a key Supertracker customer.
The hangers are placed on to the side of the wheel with relative ease. While having the illusion of looking heavy, the stainless steel and chrome-plated steel structure is portable, which is of course handy for moving around garages.
Pride is also taken in how easy the systems are to fit. To the point where even I was trusted to do my own wheel alignment using one of the hangers.

We know from other sectors such as construction and medical that people are using green lasers to find level lines because it’s more visible to the human eye than a red laser
Julia Blake, Marketing Director, Supertracker
From string to CCD
You can find ‘how to’ wheel alignment videos on YouTube - presumably for the DIY enthusiasts among us, or perhaps the hobbyists that don’t have a couple of thousand pounds to spend. This method uses string, which is tied between two jack stands (or any stable objects) on each side of the car.
This would have been the process in garages 40 years ago. Since that time however, the laser has been a common tool in wheel alignment systems – it’s far from the new age method I’d assumed it was.
Julia Blake, Marketing Director at Supertracker, met me on-site to show me around. She explained: "Obviously, it’s still down to the judgment of the technician. There's a calculation to be done with a laser. It gives you a reading, but it's as accurate as your eye can read.”
The higher end of the market offers CCD wheel alignment, which is a computerised system. This has an in-built database which includes the make and model, and will tell the operator what the alignment reading should be. As the user makes changes, the screens make adjustments accordingly.
“The technology moves on,” said Julia. “But we believe there's always a place for lasers. The laser wheel alignment systems are still our most popular product.”
The technology for the CCD systems comes from a relationship with an Italian technology company, but everything is assembled in Worksop.
Once the measuring head technology is installed, the PC, monitor, cabinets and hanging system is put together.
A super opportunity
Supertracker went into administration three years ago, with the company, at that time, based in Southampton.
“At the time - and still now - we felt wheel alignment is a big growth sector,” said Julia. “The rise of electric vehicles, and the batteries that are associated with them, have obviously made cars heavier. Therefore, the importance of wheel alignment is heightened as it is key to reduce tyre wear and ensure handling and safety.”
Despite the company’s issues at the time, the Supertracker brand was strong and synonymous with wheel alignment.
Straightset saw a market opportunity. The acquisition made sense for a number of reasons; crucially, the business already had the expertise.
“We were used to fabricating equipment,” said Julia. “Because of that, and even despite the fact it was our first time manufacturing a final piece of equipment, the task wasn't as daunting.”
Supertracker was moved up from Southampton to its new home in Worksop.
“Initially, we just wanted to learn about the products and understand how they were built,” said Julia. “We spent a long time understanding which suppliers Supertracker was using and how it was manufactured. 67

that already had Supertracker machines in the marketplace.
“We're not making aesthetic changes for the sake of it,” she said. “Ours actually have a purpose.”
The latest customer specification was around size, as space is obviously a problem in garages. As such, Supertracker engineers are currently working on making the systems more compact, in order to avoid bulk. The very first innovation however, was with the laser system itself.
“The first element that we changed was moving from a red to a green laser,” said Julia. “We know from other sectors such as construction and medical that people are using green lasers to find level lines because it’s more visible to the human eye than red.”
She continued, “We never understood why that hadn’t evolved naturally into our market. Why has it inherently always been red; has red always been thought of as better? After really looking at the situation we realised we needed to change. It wasn't an easy task, because we were trying to find the right reflective green for the laser.”
Training has been our biggest priority this year. We want everyone to have a real knowledge of what we’re making
Julia Blake, Marketing Director, Supertracker
“To be honest, we hardly changed anything because the product was so great – it was very robust and well trusted. We wanted to maintain its position in the market. We've been on exhibition stands where people have come and told us that they’ve had one of our machines for 25 years.”
Of course, in the spirit of continuous improvement, the company wanted to make changes at some point. “But we wanted to do that slowly and thoughtfully,” explained Julia, “ and in a way that was going to be advantageous to the customer.”
After that familiarity and knowledge was established, an aftercare service was set up. Contracts were taken on, but ones
“Again, the transition wasn’t hard,” said Julia. “They were doing wheel alignment calibrations anyway; it was merely a case of setting them up with calibration rigs.”
The ground work had been done, so Supertracker could then start thinking about how to evolve the systems.
Red light, green light
That evolution has taken place within the last three years. There has been a number of product innovations, which Julia insisted have only come about following customer feedback.
Julia explained that Supertracker needed to use green on green, because if you use any other colour, it takes the energy out of the laser. If the colour is likefor-like, it shows up more.
The team were able to find the right formula, and the system now comes with a paired custom-matched green reflective scale.
“In bright sunlight, a green laser opens up the market to allow a wheel alignment system that can be used at roadsides or race tracks. And on the flip side, it shows up better in a darker garage environment,” said Julia.

Imbedding digital
The wheel alignment systems, particularly the CCD systems with their in-built databases and measuring head technology, are digitally mature products by nature.
Supertracker is also striving to make the customer experience easier and more seamless through its in-house customer portal, which was newly launched around the time of my visit.
“We put QR stickers on any equipment that we sell,” explained Julia. “You can take a photo of that QR code, and it will give you all the equipment history of that piece of machinery.”
She continued: “It will also provide you with certifications, service history and any quotes that are outstanding and need to be approved on the machine.”
This also allows for a daily system whereby technicians are able to perform checks on equipment. This means that systems can be regularly inspected to ensure they’re performing optimally, before they're used on a customer's vehicle.
The Worksop workshop
“Recruitment is not an easy task,” said Julia. Unsurprising to hear, and a view shared by most SME manufacturers. The strategy of the business is to recruit people for longevity, which adds an extra layer of difficulty, I presumed, given that talent retention is a tricky piece of the recruitment puzzle.
“We’ve got a product that we're so invested in,” explained Julia. “We want people who are really going to get under the skin of the product and take time to understand it. We don't want to train an individual, only to see them leave. So, for us it’s about finding the right person.”
Worksop is close to the industrial heartland of Sheffield, which does help matters for Supertracker. The company has also retained the knowledge and experience of the people that were brought over during the acquisition.
Julia added: “We’ve got our own fabrication department here in Worksop, which has been in operation for around 40 years, so we’ve always had a lot of inhouse talent.
“Any recruitment drive that we've had has been with a view to continuing that heritage. The training process gradually introduces people to the product - and not just for the engineers that are building the machines - but right through our entire business.”

We're not making aesthetic changes for the sake of it; ours actually have a purpose
Julia Blake, Marketing Director, Supertracker
This means that people, engineers or office staff, can understand any customer query, and can hold a conversation about the functions of a machine or understand the diagnosis of a potential fault.
The ability to do this comes from the training studio at the facility. An actual garage workshop where people can spend time understanding, as Julia put it: “The nuts and bolts of how equipment works.”
And training sounds like it’s continuous too. This isn’t just for new starters, it can be used at any time to refresh and hone expertise.
“We'll bring people in for training on a regular basis,” said Julia. “This includes training on the actual manufacturing of the product. Groups of engineers are trained on various different topics with a view to continuously improving.”
She added: “The training centre is vital for all of us. Everyone can come and anyone who is unsure of something can be shown. Training has been our biggest priority for this year. We want any member of staff to have a real knowledge of what we’re making.”
When everything aligns
This is what true product innovation should be about, in my opinion. Not only innovations in design and manufacturing, informed by what the customer asks for, but on a more basic level, around what your people think of the product?
There is an ingrained pride and knowledge right through the business of the wheel alignment systems that are being manufactured. The mindset is that if the people making and selling the product aren’t passionate about it, then why should the customer buy it?
The approach here is absolutely focussed on customer need. Which of course, every business would claim to do, or at least strive for.
My trip to Worksop gave me a clear window into what that actually looks like. From the switch to green lasers from red, to the redesign of smaller, sleeker and wall-mounted hangers which take up less garage space – and through to the slow, steady but continuous training and knowledge of the systems - everything about the systems, process and people is aligned. l

• Green lasers – who knew? Red has just always been synonymous with the colour of lasers
• Before any improvements were made on the wheel alignment systems, time was taken to understand the product
• Knowledge is power. Right the way through the business, people are trained to have knowledge of the systems to be able to answer customer queries
• Every decision taken at Supertracker is a direct consequence of customer engagement and feedback
For nearly six decades, Telford-based Transicon has been designing and making bespoke industrial control systems and machinery for UK manufacturers. For General Manager, Jennifer Hughes, the company’s story has been one of resilience, adaptation and ambition - from navigating the pandemic and adapting to the changing cyber security landscape, to addressing skills shortages and pursuing employee ownership.
The Manufacturer’s James Devonshire picks up the story
Transicon has been designing and building bespoke industrial control systems and production machinery since 1967. With a workforce of around 50, the company continues to play a vital role in supporting UK manufacturers across sectors including automotive, steel, food and beverage and water.
Despite its modest size, Transicon is known for delivering turnkey solutions that extend from consultancy through to full production lines. Nevertheless, the company’s culture remains rooted in its family-run heritage. Indeed, as Jennifer highlighted: “Many of us have worked together for years, and some are literally family. It has created an atmosphere of loyalty and shared purpose.”
Leadership shaped by the pandemic Jennifer, a chartered accountant by training, joined Transicon 13 years ago after a career at a FTSE 250 company in the aerospace and defence sector. Initially brought in to the family business to improve forecasting and financial processes, she became finance director before being appointed general manager. The shift occurred during the COVID-19
pandemic, when other directors were shielding and Jennifer assumed responsibility for operations alongside shop floor teams. “It completely changed the way I felt about the business,” she said. “I went from focusing on the numbers to understanding how our systems worked and how our engineers delivered solutions.”

Exposure to frontline operations also reshaped her leadership style and broadened her understanding of UK manufacturing. Jennifer highlighted the breadth of domestic industry: “Seeing firsthand what we made in this country, and how much of it went uncelebrated, was amazing. We make fantastic things in the UK, but don’t shout about it enough.”
Diversification underpinning resilience COVID-19 had a significant impact on capital expenditure, but Transicon’s diverse customer base provided resilience. The business continued to operate as a key supplier to food, beverage and water industries, as well as legacy control systems.
“Projects slowed as customers delayed investments,” Jennifer recalled. “But diversification paid dividends. Flour mills, for example, were working flat out because of increased demand for bread, and we were there to support them,” she added.
“Our engineers worked remotely where possible, and on the shop floor we spread people out. Everyone had their own kettleit was strange, but it worked.”
Jennifer highlighted that resilience came not just from sector diversity but from a long-term strategy of refusing to rely too heavily on any single industry. “Years ago we were almost entirely focused on the water sector. The conscious decision to diversify paid off when the pandemic hit.”
Cyber security as a priority Technological change was identified as the most significant industry development of recent years. Jennifer pointed to the
shift from siloed control systems to fully connected, web-enabled devices. Once designed for local operation only, control equipment is now routinely accessed remotely, often across national borders.
While such advances have improved efficiency and visibility, they have also created new risks. The recent cyber attack on Jaguar Land Rover, which has halted car production for over a month and counting (at time of writing), was a stark reminder of the potential consequences. “Cyber security is like safety - it has to be built into systems from the start,” Jennifer stated. “It was no longer optional. The first thing we considered was how to deliver projects securely.”
The wider sector has also felt the impact. Retailers including Marks & Spencer have reported operational disruption caused by cyber incidents. According to industry data, manufacturers are now among the most frequently targeted companies worldwide. For SMEs like Transicon, this has meant significant investment in training and recruiting engineers with cyber expertise, embedding security checks and protocols into every automation project.
Jennifer described it as a permanent shift in priorities: “It used to be about throughput and efficiency first. Now, security is the baseline. Everything else follows from there.”
Skills shortages and productivity pressures
Jennifer identified skills shortages as the most pressing challenge for both Transicon and the wider manufacturing sector right now. Experienced engineers retiring has created knowledge gaps, while recruitment from a limited talent pool has proved difficult.
“In the past, customers provided detailed specifications,” she explained. “Now, they describe problems and expect us to design solutions. That requires more engineering resource at the outset. For SMEs, that creates significant pressure on staffing and growth.”
The shortage extends beyond engineering. Welding, for example, is a skill in critically short supply, with manufacturers struggling to recruit even at premium wages. Jennifer said that attempts by companies to inspire interest through school outreach often prove fruitless because of industry stereotypes deterring would be future welders.
Productivity, too, has been affected. With fewer engineers available, SMEs are finding that projects require more

ABOVE: R&D tax credit changes have significantly stifled businesses like Transicon's innovation

We make amazing things in the UK, but don’t shout about it enough
Jennifer Hughes, General Manager, Transicon
consultancy upfront and longer delivery times. For customers, this often means that automation and efficiency gains are delayed - a frustrating irony when many are investing specifically to offset labour shortages on their own shop floors.
Inclusion as an untapped opportunity
Jennifer also pointed to workforce diversity as an underutilised opportunity. She sits on the Industry Advisory Board for Women in Manufacturing UK (WiM UK) and fully supports the ‘35 by 35’ initiative, which aims for 35% female participation in the sector by 2035 – see page 42.
“The biggest opportunity we have in manufacturing is to appeal more to a wider demographic,” she said. “We've got this big, untapped talent pool out there, because we haven't appealed to women in particular, but other groups as well,” she added.
"Manufacturing delivers stable careers and rewarding jobs. If we could increase the participation of women in the sector and hit the 35 by 35 target, we'd make a massive dent in the skills gap."
Jennifer highlighted the fact that other sectors, such as finance and technology, have significantly improved female participation rates through targeted programmes and culture change. She argued that manufacturing could do the same if it modernised its image. “We know that the roles exist - creative, analytical,
hands-on, problem-solving. We just have to show that this is not a male-only environment.”
Industry bodies have identified diversity as a productivity driver as well as a recruitment tool. As Jennifer pointed out: “It wasn’t just the right thing to do morally. It was good business. Teams with wider perspectives create better solutions.”
Government policy: progress and gaps
Jennifer welcomed the government’s Industrial Strategy, released earlier this year, for recognising advanced manufacturing and including the 35 by 35 target. She was encouraged that the sector had been identified as a national priority, with ambitions for supply chain resilience and growth.
However, she noted the absence of SME voices from the strategy’s main committee.
“We are the backbone of the supply chain,” she said. “Not having SME representation was a missed opportunity.”
Jennifer also believes the government scored an own goal when it comes to innovation with its R&D tax credit changes. As she explained, before April 2023, SMEs could recover up to 45% of eligible spend, but the figure now stood closer to 15% for profitable businesses.
“That reduction has been significant,” she warned. “It has discouraged innovation and disproportionately impacted smaller companies prepared to take risks.”
While she acknowledged the government’s intent to simplify the system and reduce abuse, Jennifer argued that the reforms had been blunt and disproportionate. “I would ask the government to reconsider that decision, because for a company like us, it makes a huge difference,” she said.
For this year’s National Manufacturing Day (25 September), Transicon engaged with local schools, providing Year 8 students with exposure to all aspects of the business, from design and manufacturing to testing and commissioning. Demonstrations included a prototype Delta robot stacker and an autonomous guided vehicle model.
“Traditionally, at school, children saw careers as teachers, doctors or lawyers,” Jennifer said. “Manufacturing was invisible. That’s why we wanted to show that it was creative, technical and practical, with roles for everyone.”

ABOVE: Manufacturers have to capture young people’s interest before it fades
Lessons for manufacturers:
• Strengthen culture to build resilience: A loyal, family-oriented workforce helped Transicon adapt quickly in times of crisis. Investing in people pays long-term dividends
• Diversify to mitigate risk: Serving multiple industries provided stability during the pandemic. Avoid overreliance on a single sector
• Treat cyber security like safety: With connected systems now standard, protection against cyber threats must be embedded from the outset of any automation project
• Broaden the talent pipeline: Addressing skills shortages requires targeting underrepresented groups and inspiring young people early to see manufacturing as a viable career
• Champion innovation through support: Access to fair R&D incentives is essential for SMEs to take risks, develop solutions and remain competitive
The initiative received positive feedback, with students applying ideas from the visit to personal projects at home. Jennifer described early engagement as essential, particularly given the decline of design and technology in schools. “We target Year 8 because they haven’t yet chosen their options. But the earlier the better really. We have to capture interest before it fades.”
Partnerships with organisations such as Marvellous Manufacturing – which helps businesses engage with schools, colleges and universities – has helped SMEs like Transicon manage the logistics of outreach, from safeguarding to scheduling. Jennifer credited these collaborations with making engagement sustainable: “It’s a lot of work for a small company to organise on its own. Support networks make it possible.”
Future direction: employee ownership
Looking ahead, Jennifer confirmed Transicon’s intention to transition to an employee ownership trust. The move, she argued, would secure the company’s culture and values for the long-term.
“That’s where we’d like to get to,” she stated. “We are investing in growth and sales to fund the transition. Along the way, there will be plenty of bespoke projects, but the ultimate goal is to secure Transicon’s future as an employee-owned business.”
The model has gained traction among UK manufacturers in recent years, with companies citing improved employee engagement, retention and resilience. Jennifer said Transicon viewed the transition as a natural fit: “We’ve always run the company for the benefit of our employees. Employee ownership is simply a way of formalising that for the future.” l
Why waste budget on empty clicks? With access to 667,000+ manufacturing professionals and a core community of 103,000 engaged leaders, our campaigns deliver:
• A trusted platform to connect your solutions with manufacturers seeking answers
• Account-based reporting for measurable ROI
• Tailored campaigns that accelerate pipeline growth


